

دوره اپراتوری مقدماتی فرز CNC
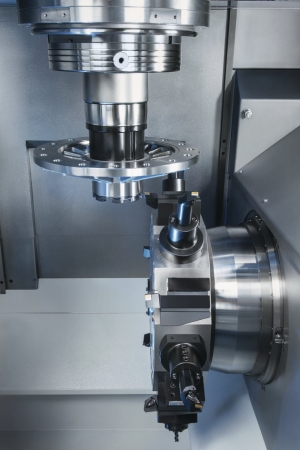
دستگاههای cnc
cnc در مخفف computer numerical control مي باشد . نام آنها به فارسي ماشين هاي (دستگاه هاي ) کنترل عددي ترجمه مي شوند.
نسل اولیه اين دستگاه ها به نام NC (کنترل عددی) و فاقد کامپيوتر بودند.
این دستگاه ها طبق منطقي خاص دستورات را درک مي کردند. برای مثال با استفاده از کارت هاي پانچ شده.
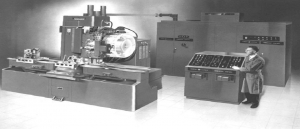
ساخت یکی از اولین دستگاههای کنترل عددی NC
حال یک مثال جامع تر برای درک بهتر موضوه میزنیم. در دستگاه تراش دستی (منوآل) براي اجرای دستور پيشروي قسمت ساپورت دستگاه را بوسيله دسته چرخان به جلو ميبريم.اپراتورها برای حرکت و انتقال دستورات ابزارهای ماشینکاری که از طریق اهرم ، دکمه و چرخ استفاده میکنند.
ولی با دستگاه کنترل عددیNC ، برنامه ها از طریق کارت های پانچ وارد می شوند. و حرکات جلوبرنده را اجرا میکنند.
در حالت پیشرفته تر یعنی ماشینهای CNC ، برنامه های با یک کیبورد کوچک ، به کامپیوترها وصل می شوند. و کدها ی دستوری و پردازش آن در کنترلر باعث حرکت می شود.
برنامه نویسی CNC در حافظه رایانه حفظ می شود. خود کد توسط برنامه نویسان نوشته و ویرایش شده می شود. بنابراین ، سیستم های CNC ظرفیت محاسباتی بسیار گسترده تری را ارائه می دهند.
از همه مهمتر ، سیستم های CNC به هیچ وجه ثابت نیستند. زیرا می توان از طریق زیربرنامه، گزینه های جدیدتری به برنامه های از قبل اضافه کرد.
پردازش CNC چیست؟؟
فرایندی است که در آن نرم افزارهای کامپیوتری از پیش برنامه ریزی شده. و حرکت ابزارها و ماشین آلات کارخانه را دیکته می کنند.
فرآیند CNC برخلاف محدودیت هایی کنترل دستی برای دستگاه منوآل وجود دارد عمل میکنند.
پس يک دستگاه CNC عملا همان دستگاه دستي ساده است که قابليت فرمان پذيري از طريق کد ها و منطق رياضياتي را دارد. تنها تفاوت اضافه شدن بخش کنترلگر ميباشد.
کنترلگر CNC چیست؟؟
بخش کنترلگر ،بخش اصلي يک دستگاه CNC مي باشد. در صنعت اين بخش با نام کنترلر CONTROLER خوانده مي شود.
يک دستگاه CNC از هر نوع (تراش،فرز ،سنگ،ابزار تيز کن،برش ،تزريق ،پرس ، خم و…)با نوع کنترلرشان شناخته می شوند. مطمئنا آموزشي که به افراد داده ميشود در اصل براساس کنترلر اين دستگا ه ها مي باشد.



فن آوري CNC:
فن آوري CNC از سال 1950 در امريکا توسعه يافته و پيشرفت نموده است.
معمولا استاندارد کليه ماشينهاي کنترل عددي بر اساس استاندارد المانی DIN می باشد.
استانداردها :
اندازه گيري براي برنامه نويسي ماشين DIN 406 T4.
علائم فرمول کنترل DIN 19 221.
نامگذاري و تقسيم بندي کنترل کننده هاDIN 19 255.
فن آوري کنترل، اصلاحات و نامگذاريهاDIN 19 266.
علائم تکنيک فرآيندها، علائم نمايش دستگاهها DIN 19 227.
علائم اپراتوري بدون متن در ماشينکاري کنترل عددي DIN 55 003.
پیشنهاد_ویژه
شما عزیران میتونید این استاندارد ها رو رایگان بعد ار عضو شدن در کانال ما دریافت کنید.
برنامه نويسي براي ماشينهاي کنترل عدديCNC:
1- برنامه نويسي دستي :
در برنامه نويسي دستي، طرح کار مطابق نقشه قطعه کار تهيه ميشود. نقاط حرکت ابزار تعيين و محاسبه ميشود. و سپس برنامه بصورت دستي و از طريق زبان برنامه نويسي آن ماشين، نوشته ميشود. و سپس به صورت دستي اطلاعات وارد حافظه ماشين مي گردد.
2- برنامه نويسي توسط رايانه :
برنامه نويسي توسط رايانه براي قطعات پيچيده که محاسبه نقاط حرکت ابزار امکان پذير نميباشد، بکار ميرود.
ابتدا قطعه مورد نظر توسط نرم افزارهاي طراحي CAD CAM مثل کتبا، سالید ، اینونتور و ….، طراحي و ترسيم ميشود. بعد از مرحله طراحی توسط نرم افزارهاي (CAM : (Computer Aided Manu factoring. مثل پاورمیل ،اچ کم،ارتکم ,.. ناحیه بندی می شود. سپس نحوهء براده برداري تعيين میگردد. و برنامهء قابل فهم که براي اکثر ماشينهاي کنترل عددي ، G – CODE ميباشد تهیه میگردد. و دستورات خروجی توسط پورت یا به صورت ورودی اکسترنال به کنترلردستگاه سی ان سی وصل میگردد. البته قابل ذکر می باشد فرمانهاي کمکي ديگري نيز وجود دارد که با M, H, L – CODE تعريف ميشوند.


")


کد های دستوری دستگاه cnc :
در ماشینکاری CNC ، G کدهای و M کدهای نقش و عملکردی مهم دارند.
برنامه نویسی کنترل عددی (CNC) امروزه اساس مهم در ساخت و تولید قطعات است. دستگاه های #CNC مدرن بر روی برنامه ها کار می کنند. به همین دلیل #اپراتورها باید انواع کدهای موجود در اختیار خود و نحوه استفاده از آنها را بدانند.
برای پردازش #CNC ، برنامه نویسان بسته به کاری که می خواهند دستگاه انجام دهد از کدهای G و M استفاده می کنند.
Gکد و M کد چیست؟؟؟
G کدها: یک کد G در برنامه نویسی CNC حرکات یک ماشین را کنترل می کند. نحوه و چگونگی حرکت یک ماشین برای ساختن یک قسمت را نشان می دهد.
M کدها: یک کد M در برنامه نویسی CNC عملگرهای مختلف دستگاه راکنترل میکند. از جمله شروع و متوقف کردن اقدامات یا برنامه های خاص.
این دو کد با هم در ساخت قطعات و اجزای سازنده کار می کنند. آنها را در بخش های تولیدی و صنعتی ضروری می سازد.
تفاوت های Gکد ها با M کدها چیست؟؟؟
در حالی که رایج ترین زبان برنامه نویسی که توسط نرم افزار CNC استفاده می شود. کد G است ، کد M نیز کاربردهای خاصی دارد.
وقتی صحبت از کد G در مقابل کد M است ، لزوما یکی بهتر از دیگری نیست. درعوض ، برای انجام سیستم عملیات مورد نظر ، هر دو نوع لازم است.
برنامه های مربوط به ماشینکاری #CNC که به صورت دستی یا توسط نرم افزار تولید شده اند . شامل کدهای G و کدهای M هستند. هر دو کارکردهای مشخصی دارند و هیچکدام نمی توانند مستقل از دیگری کار کنند.
درک تفاوت های آنها پایه و اساس برنامه نویسی CNC است.

تفاوت بین کد G و کد M
بدون M کدها ، شما تنها می توانید ابزارها را به یک نقطه هدایت کنید. و به ابزار بگویید که در یک خط یا قوس حرکت کنند. اما شما نمی توانید با دستورات مستقیم یا جی کد ها عملگر دستگاه را فعال نمایید. مانند متوقف یا شروع کردن برنامه ها ، تغییر ابزارها ، ریختن سیستم با خنک کننده یا موارد دیگر. ام کد ها اقدامات فراتر از سه حرکت اصلی کنترل کدهای G را انجام میدهند. به همین دلیل می توانید کدهای M را به عنوان کارگردان عملیات غیر برش فرض کنید.
حال سوال این جاست ایا Gکد ها بایکدیگر متفاوتند؟؟؟
تفاوت کد G در بین دستگاه ها در تعداد صفرهای بین حرف و تعداد یا وجود فاصله بین دستورات است.
به عنوان مثال ، یک دستگاه ممکن است از G1 عمومی استفاده کنند. در حالی که دیگری ممکن است از G01 استفاده کنند.
برخی از ماشین ها به نقاط اعشاری بین قطعه اطلاعات احتیاج دارند. در حالی که برخی دیگر به اپراتور اجازه می دهند این موارد را حذف کنند. از آنجا که این تفاوت ها درنگارش برنامه در اجرای برنامه صحیح بسیار حیاتی اس. #اپراتورها باید همیشه از زبان دستگاه مورد استفاده خود آگاه باشند.
کنترلر های دستگاه cnc :
کنترلر هاي مختلفي براي دستگاه هاي CNC موجود ميباشد. مانند فانوک – هايدن هاين، زيمنس – فاگورو -GSKT-ميتسوبيشي.
زيمنس، فانوک و هايدن هاين از مارک هايي مي باشند که در ايران فراوان استفاده مي شوند. اما تفاوت کنترلرها در منطق دريافت اطلاعات بصورت کد هائي مي باشد که با G شروع مي شوند.
به عنوان مثال کد G01 حرکت خطي است. G02 و G03 حرکت دوراني مي باشند. G90 نوع مختصات را از نظر مطلق بودن يا نسبي بودن مشخص مي نمايد .
کدهاي عنوان شده کدهاي عمومي مي باشند.و در کدهاي خاص با توجه به نوع کنترلر شايد شماره کد فرق نمايد. به عنوان مثال G20 در زيمنس منظور انتخاب سيستم اندازه گيري متريک مي باشد. ولي اين در هايدن هاين کد G70 اين کار را انجام ميدهد.
#پیشنهاد_ویژه♥⇓
شما عزیزان با کلیک بر روی لینک می تونید کلیه جی و ام کد های دستوری به همراه چند مثال کاربردی را تهیه کنید.





شاید تا این جا واستون سوال شده باشه چطور میشه دستورات سی ان سی رو واردکنترلر کنیم. نحوه ورودی اطلاعات به دستگاه سی ان سی چطوریه ؟؟؟ پس فیلم زیر رو تماشا کنید.
محور های دستگاه
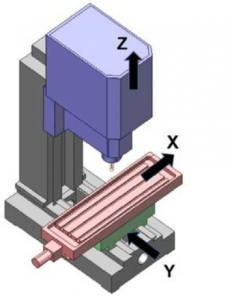
سيستم مختصات CNC :
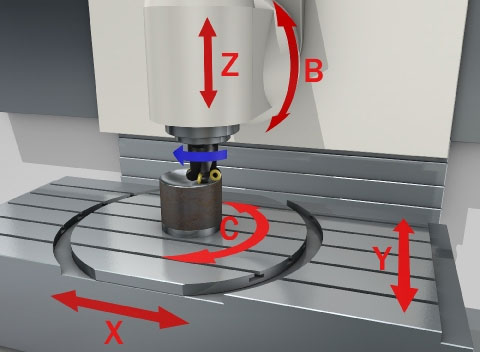
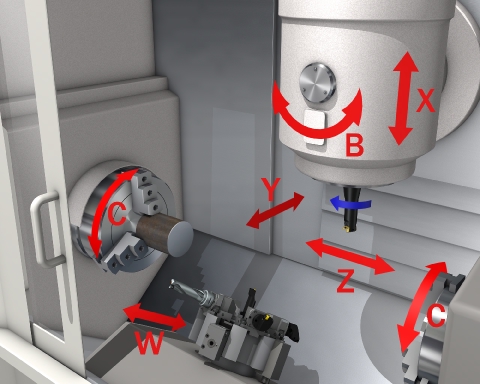
در ماشينهاي CNC معمولا سه محور بر اساس مختصات کارتزين وجود دارد.
ماشین ها حداقل 3 محور دارند و در امتداد محورهای XYZ کار می کنند.
محور X=محور افقی یا هوریزنتال و حرکت از چپ به راست.
محور Y=محورعمودی یا ورتیکال و حرکت جلو به عقب.
محور Z =محور عمق یا دپسو حرکت بالا و پایین.
محورA= چرخش 180 درجه در اطراف محور X.
محور B= چرخش 180 درجه در اطراف محور Y.
محور C= چرخش 180 درجه در اطراف محور Z.
پيچيده ترين قطعات مانند پره یا بلید توربين و کمپرسور را ميتوان براحتي با 5 محور حرکتي #فرز کاري کرد.
نمایش5 محور
تعداد محورهای موجود در دستگاه CNC:
براساس سه اصل زیر تعیین میگردد.
- نوع کارهایی را که می تواند انجام دهد .
- سطح جزئیاتی که می تواند برش دهد .
- مکان های قطعه کار که می تواند دستکاری کند.
اگر در راستاي حرکتي هر محور ، محور ديگري تعريف نماييم. و جهت چرخشي نيز براي هر محور در نظر بگيريم. آنگاه داراي 9 محور با امکان حرکتي فراوان خواهيم بود .
البته با توجه به پیشرفت علم تا 11 محور نیز تولید گردیده است. در شکل پایین مخورهای دستکاه cnc ، یازده محور را تماشا میکنید.
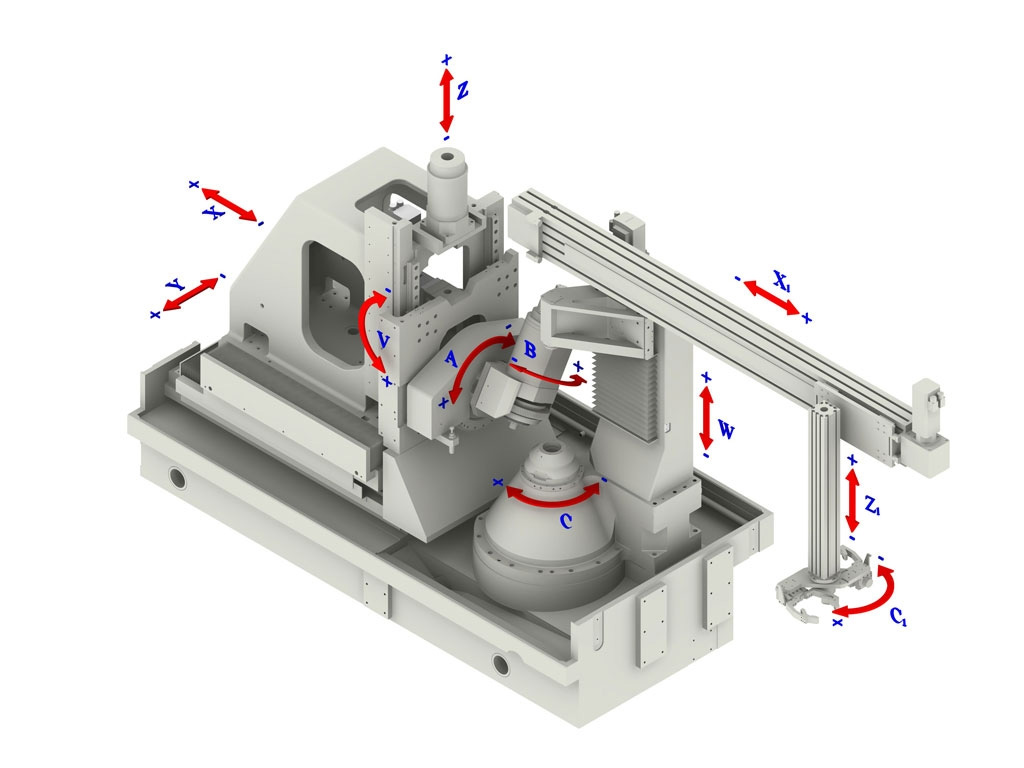
نمایش 11 محور
درستی دستگاه CNCچیست؟؟
برای توضیح این مفهوم باید عنوان کرد. درستی به اختلاف بین اندازه گیری واقعی و اندازه گیری از سیستم شما اشاره دارد. اگر تفاوت بین این دو بسیار کم باشد ، گفته می شود که درستی آن اندازه گیری زیاد است.گاهی اوقات از آن به عنوان درجه انطباق نیز یاد می شود. بیایید یک مثال در نظر بگیریم تا درک آن کمی ساده تر شود. شما به یک ارائه دهنده خدمات ماشینکاری CNC می روید. و آنها می گویند که ابزارهای CNC موجود در آن بسیار دقیق هستند. این بدان معناست که اگر ابزار آنها برای برش یک قطعه فلزی ، که طول آن 50 میلی متر است ، برنامه ریزی می شود. سپس ابزار قطعه را برش می دهد. اگر ابزار دقیقاً همانطور که ارائه دهنده خدمات می گوید درست باشد. بدون هیچ خطایی به 50 میلی متر نزدیک می شود.
دقت دستگاهCNC چیست؟؟
این اصطلاح مهم دیگری است که در ماشینکاری CNC به کار می رود. همچنین ، این اصطلاح قابلیت اطمینان یک ابزار ماشین را تعریف می کند. در اصل ، اندازه شناسی ، اندازه گیری است که توانایی یک سیستم اندازه گیری را برای بازگرداندن همان اندازه دوباره و دوباره تعریف می کند. شما می توانید آن را تکرار سیستم اندازه گیری بنامید. بنابراین ، اگر به دنبال دریافت اطلاعات موثقی هستید تا برای محاسبات بیشتر خود از آنها استفاده کنید. باید از تکرارپذیری خوب سیستم اطمینان حاصل کنید.
تلرانس دستگاهCNC چیست؟؟
اصطلاح تلرانس را می توان به عنوان زیر بیان کرد.
انحراف مجاز یا قابل پیش بینی از سیستم اندازه گیری از مقدار شناخته شده یا استاندارد تعریف کرد.
تلرانس هر سیستم معمولاً به صورت “+/-” یا تک بیان می شود.
بگذارید نمونه ای را در نظر بگیریم ، تا این مفهوم را به روشنی توضیح دهیم. در نظر بگیرید یک ابزار ماشینکاری CNC دارای تلرانس 0.01± میلی متر است. بر فرض برای یک قطعه 50 میلی متر در هر برش 0.01 میلی متر انحراف ایجاد کند. این انحراف می تواند 0.01 میلی متر اضافی از مقدار استاندارد باشد ، یا با مقدار استاندارد کمتر از 0.01 میلی متر باشد. پس می تواند بازه 50.01 تا 49.99مورد قبول باشد

در این بخش 15 دقیقه از فیلم کلاس تئوری اوپراتوری cnc رو مشاهده میکنید. شروع فیلم از تاریخچه دستگاه و در ادامه انواع دستگاه هاcnc ، انواع محور ، جی کدها و ام کد ،مفاهیم صفر دستگاه و قطعه کار….. بیان می شود.
دلایل شرکت در این دوره:
با توجه به فقدان صنعت و وجود تحریم ها و نیاز مبرم صنعت به تولیدات داخلی، همچنین آموزش های آکادمیک و بدون ساعت #عملی که در موسسات دیگر برگزار میگردد.
تصمیم گرفتیم تا در فضای #کارگاهی با دستگاه های CNC به روز و همچنین کنترلر هایی که در صنعت ایران و جهان کاربرد بیشتری دارند. (مثل زیمنس، فانوک، جی اس کا و Gsk و Fanuc و Siemens ……).
این دوره تخصصی را به مدت 32 ساعت می باشد.
این دوره بصورت 16 ساعت تئوری با نرم افزار شبیه ساز و 16 ساعت عملی در کارگاه حضوری با دستگاه cnc برگزار می شود.
اشتباه رایج:⇓
بسیاری از مهندسین به اشتباه اوپراتوری CNC رو یک تگنسین پشت دستگاه میپندارند .که کارشان فقط ست کردن قطعات روی دستگاه و بعد از اتمام کار تمیز کردن دستگاه می باشد. در صورتی که در دل اوپراتوری پک کاملی از دانش طراحی ، فنی و محسابات صنعتی نهفتست.
بذارید چند تا مثال براتون بزنیم:
- تمام کسانی که داخل مناقصات برای تولید قطعات شرکت می کنند. که شامل مهندسین صنایع ، مکانیک یا دوستان کنترل پروژه می باشند.
- اگر از زمان تولید قطعه و همچنین روش های بهبود سرعت برای خروجی با کیفیت وکارایی دقیق تر دستگاه CNC را ندادند.و مقدار صحیح وارد کردن بار مناسب به دستگاه CNC اطلاع نداشته باشند. علاوه بر تولید ضایعات بالا، مسلما در مناقصات شکست خواهند خورد.
- اگرعزیزانی قصد ساخت دستگاه CNC رو دارند. تا در این حوزه به فعالیت بپردازند. باید کامل دستگاه رو بشناسند. تا بتونند علاوه بر ساخت دستگاه کامل با کارایی مفید، بعد از فروش نیز اوپراتوری دستگاه رو اموزش دهند. و این منوط به یادگیری اوپراتوری دستگاه CNC است.
- مهندسینی که وارد حوزه تعمیرات و رفع الارم های دستگاه CNC می شوند. تا دید اوپراتوری نداشنه باشند. به هیچ وجه در اورهال و راه اندازی مجدد دستگاه موفق نخواهند بود.
- امروزه در بازار رقابتی داخلی و جهانی در زمینه قالب سازی این باور تداعی شده است. برای کیفیت تمام شده و رسیدن به تلرانس مطلوب به ماشین کاری. دستگاه های CNC چهار محور به بالا نیاز است. در کنار سیتم کنترلی cnc اپراتور اجازه دارد به صورت دستی محدودیت های تلرانسی را تنظیم کند. بنابراین اپراتورها با ایجاد تغییرات روی پارامتر دستگاه. و ضمانت حرکت محورهای دستگاه نسبت به کد های برنامه نویسی شده توسط cnc. روی کیفیت برشکاری یا پرداخت کاری و بهینه سازی زمان انجام کار تاثیر به سزایی دارد.
در دوره #اپراتوری سی ان سی فرز سه محور
شما در دوره تئوری بعد از اموزش مقدماتی و جی کدها و حل مثال های صنعتی متفاوت
بدست آوردن صفر قطعه کار در راستای محورهای xوy دستگاه فرز سی ان سی 3محور با نرم افزار شبیه ساز
تمام مراحل کار با دستگاه ، فراخوان جی کد ها، اشنایی کامل با کنترلرها رو با #شبیه_ساز سی ان سی آموزش می بینید تا بعد اون وارد کارگاه عملی بشین
https://www.aparat.com/v/jGZxY
درباره اوپراتوری چه میدانید؟؟
در سایت مانستر که سایت بسیار قوی در مورد کاریا بی و شرح شغل هااست. اوپراتوری را چنین بیان کرده است.
- #اوپراتور باید نرم افزاری (CAD-CAM) را فرا بگیرد. همچنین باید اصول نقشه خوانی صنعتی و استفاده از ابزارالات دقیق برای اندازه گیری های درست را بلد باشد. لازم به ذکر است از تجهیزات اندازه گیری دقیق برای تصدیق تلرانس های هندسی و ابعادی (GD&T) استفاده می گردد .

- #اوپراتور باید شناخت مواد و گرید های فولاد و چدن راآموزش دیده باشد.
- باید اصول اولیه ابزار شناسی و چگونه به کارگیری از ابزارهای گوناگون درقطعات مختلف را آموزش ببیند.
- اوپراتورباید با محاسبات، انتخاب درستی از موارد زیر داشته باشند. که شامل حجم براده برداری ، سرعت پیشروی و دور بهینه اسپیندل موتور در تولید قظعات مختلف می باشد. تاعلاوه بر کیفیت بالای تولید و سرعت متعارف در ساخت. با تحت بار قرار ندادن دستگاه در موارد غیر ضروری ، به دستگاه آسیب وارد ننماید.
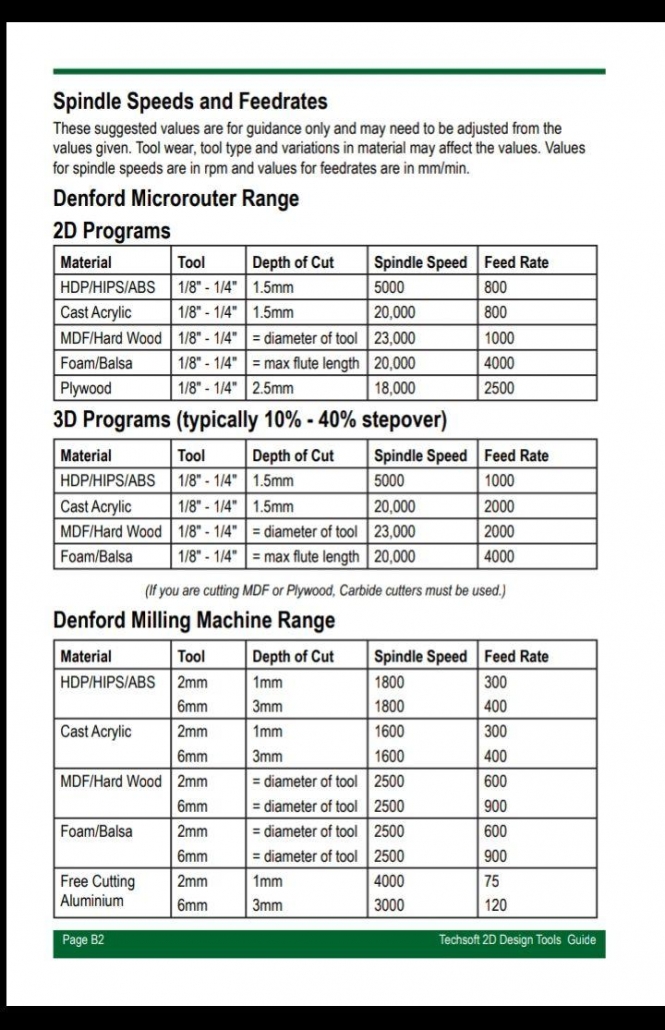
جدول سرعت اسپیندل و مقدار باردهی برای جنس های متفاوت
آموزش برنامه نویسی سی ان سی از طریق شبیه ساز، آموزش جبران طول ابزار در فرز کاری سی ان سی،کنترلر فانوک

آموزش برنامه نویسی سی ان سی از طریق شبیه ساز، آموزش جبران طول ابزار در فرز کاری سی ان سی،کنترلر فانوک
https://www.aparat.com/v/ISfCa
فیلمی کوتاه از جلسه اول دوره کارگاه اوپراتوری دستگاه فرز cnc.
در این جلسه مباحثی چون نحوه ساخت دستگاه، نحوه حرکت دستگاه ها و اجزای داخلی آن بیان میگردد.
در جلسه اول دانش اموخته کاملا با محیط کارگاه و ابزارالات اشنا میشود.
در این جلسه انواع کنترلر ها نمایش داده می شود.
سرفصل کارگاه :
۱-آشنایی با نرم افزار پاورمیل و
خروجی گرفتن از آن
۲-آشنایی با اجزای تشکیل دهنده فررCNC
۳-آموزش نحوه مونتاژ دستگاه فرز CNC
۴-آشنایی با کنترل های مختلف و به روز دنیا
۵-آموزش مقدماتی ماشین کاری
شمال گیره بندی قطعه،جای گذاری قطعه و ابزار،
تعیین صفر و…
۶-انجام عملیات ماشین کاری توسط کار آموز
سرفصل تئوری :
1۱-تاریخچه ماشین های کنترل عددی ( CAM)
۲-مزیت و معایب ماشین های کنترل عددی
۳-انواع کنترلر های ماشین های کنترل عددی
۴-تشریح ساختار برنامه
۵-تشریح کدهای عملیاتی اصلی و فرعی
۶-تشریح کدهای پایدار و ناپایدار و تعیین صفر قطعه ی کار
۷-حوه انتخاب ابزار و جبران طول و شعاع ابزار
۸-انجام چند تمرین برنامه نویسی
۹-آشنایی یا محیط کاری و دستورات برنامه شبیه ساز ماشینکاریCNC فرز و تراش
۹-آشنایی با چند نمونه کنترلر متداول
۱۰-روشن کردن ماشین مجازی، رفرنس کردن، بستن قطعه کار، بدست اوردن نقطه صفر قطعه کار و وارد کردن برنامه ماشین کاری
و اجرای چند پروژه فرز و تراش






برای مشاهده ویدیو های بیشتر اپراتوری CNC به صفحه ی آپارات ما بپیوندید .






