هلدر های ماشين کاری Holders

هلدر های ماشين کاری Holders
هلدر های ماشين کاری يکی از مرسوم ترين ابزارهای براده برداری استفاده از نگه دارنده های اينسرت يا همانهلدر ميباشد. تنوع هلدرها در تراش و فرز بسيار بالاست در زير ابتدا به ساختار وهندسه وشناخت هلدر های فرز می پردازيم.
هلدر های فرز
انتخاب يک هلدر مناسب جهت عمليات ماشينکاری به عوامل زيادی بستگی دارد که در زير به آن ميپردازيم.
ابتدا بايد هندسه اين ابزار را بشناسيم. انتخاب هلدر های فرز در سه تيپ ماشين کاری صورت می گيرد.
1. فوق سنگين
2. سنگين
3. نيمه سنگين
4. سبک
که هر کدام آن با ساختار مهندسی و طراحی شرکت سازنده در کاتالوگ های ابزار معرفی ميشوند.

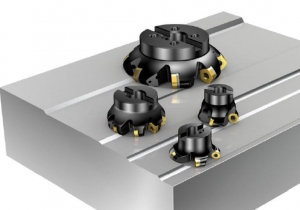
اين ابزارها در سايز های متنوع و جهت انجام عمليات مختلف ماشينکاری ساخته می شود.
کف تراشی Face milling
جهت کف تراشی سطوح تخت ميباشد و زاويه رمپ پايينی دارد و جهت ديواره زنی مناسب نيست.
ديواره زنی و پاکت زنیShoulder milling


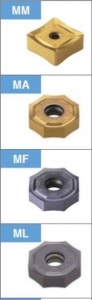
در شکل زير تيپ سر ابزار بال رامورداستفاده درمتريالهای مختلف مشاهده می کنيد.
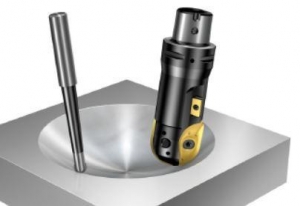
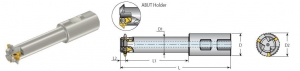
پيچ بریThread milling
اين ابزار جهت رزوه زنی با ماشين فرز ميباشد که تنوع بسيار زيادی دارد.که به صورت تک لبه يا چند لبه ساخته می شود.واينسرت ها با گام های متفاوتروی آن جا می گيرد.
در زير فقط برخی از اين ابزارها را مشاهده ميکنيد.




شيار زنی Disc milling
اين ابزار به صورت يک ديسک ميباشد واينسرت ها جهت درگيری کمتر درکف شيار،به صورت چپ وراست روی آن سوار می شود.
دراجرای شيارهای کم عرض بسيارعالی کارميکند. وسرعت برشی بالايی دارد.

پخ زنی Chamfer milling
اجرای پخ در گوشه ها توسط اين ابزاراجرا ميشود.
اين ابزار به صورت تک لبه يا چند لبه می باشد.
جهت اجرای پخ ابزار روی موضوع حرکت جانبی ميکند
وبرای پلانج مستقيم مخصوصا در سوراخ مناسب نيست.

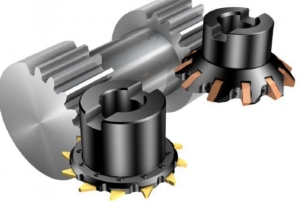
چرخ دنده زنی Gear milling
ابزاری مخصوص جهت ماشين کاری چرخ دنده مخصوصا در ماشينهای چهار محور میباشد.
 Hubing
Hubing
هندسه و زوايای هلدرهای فرز
1. زاويه ورود
2. زاويه جانبی Axial
3. زاويه جانبی Radial
4. تيپ هلدر (از نظر نوع عمليات وفضای تخليه براده ونوع کلمپ و هدايت آب صابون)
5. زاويه پيچش helix
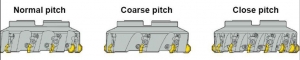
6. گام اختلافی درموقعيت زاويه ای اينسرت Variable Pitch
7. تعدادلبه های برشی Teeth flutes
8. طول لبه برشی Flute length
9. طول کلی ابزار Length of tool
10 .قطرابزار Diameter tool
11 .جنس به کار رفته در ساخت ابزار
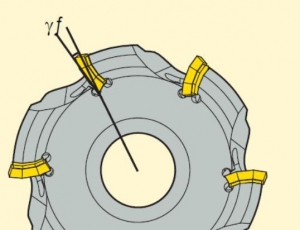
زاويه ورود Entry angle
زاويه ابزار جهت ورود در کار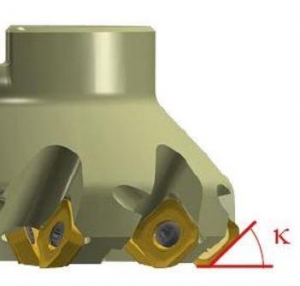

درشکل بالا سه نوع زاويه ورود نشان داده شده است.
اين زاويه وقتی 90 درجه است ضخامت براده بيشتراست ودراين حالت ماشين کاری همراه با ضربه صورت ميگيرد. هرچه اين زاويه کمتر ميشود(شکل راست) ضخامت براده کمتر شده و می توان دراين حالت فيدبالاتر استفاده کرد وعمل براده برداری نرم تر وبا ضربه کمترانجام ميشود.
زاويه جانبی Axial
درسه تيپ منفی ومثبت و ترکيبی ميباشد.
زاویه جانبی Radial
درسه تيپ منفی ومثبت و ترکيبی ميباشد.
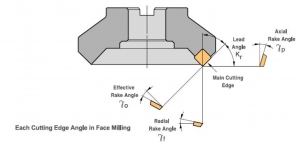
در شکل زير زوايای برشی در يک کف تراش مثال زده شده است اين زوايا در انواع shoulder ها هک موجود ميباشد.
لبه اصلی برنده در این ابزار main cutting edge معرفی شده است.
در جدول زير ترکيب زوايای Axial & Radial درحالت های مثبت ومنفی آورده شده است.(ترکيب استاندارد در تمامی هلدر ها)


درجدول بالا گروه متريال(سمت چپ پايين) درچهارگروه معرفی شده که سمت راست جدول زوايای مناسب هلدر، در حالتهای مثبت يا منفی علامت زده شده است.
همان طورکه مشاهده ميشود نه تنها گريد وزوايای برشی اينسرت بلکه نحوه قرارگيری آن بر روی هلدر نيزبسيار حائز اهميت ميباشد. درغير اينصورت حتی اگر گريد انتخابی صحيح انجام شود ولی هندسه هلدر به درستی انتخاب نشودعمرابزارمفيدنخواهدبود.
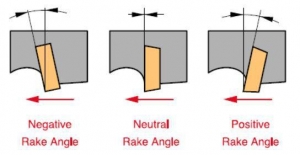
اينسرت ها نيز به دودسته کلی Negative & Positive تقسیم بندی میشوند. به طور کلی اگر اينسرت ازيک رو لبه برشی داشته باشدPositive واگر از دو رو لبه برنده داشته باشد Negative ميباشد.(شکل زیر)



زير نمونه ای ازابزارNegative & Positiveنمايش داده شده.


اين نوع ابزار در تمامی گروه های مواد بازدهی بسيار عالی دارد و جزء ابزارهای جديد ميباشد. زاويه پيچش اينسرت ونحوه قرارگيری آن در هلدر ونوع کلمپ مناسب کمترين ارتعاش را درهنگام ماشينکاری ايجاد ميکند.
اين ابزار ازقطر 14 به بالا توليد می شود.
تيپ هلدر (از نظر نوع عمليات وفضای تخليه براده ونوع کلمپ و هدايت آب صابون)
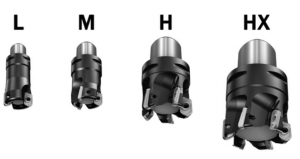
يکی ازمهم ترين عوامل درانتخاب يک هلدر طراحی آن جهت نوع عملياتی است که انجام ميدهد. شرکت های سازنده هرکدام گروه بندی خود را معرفی ميکند.ولی بهصورت کلی هلدرها به سه دسته زير تقسيم ميشوند.
1. فوق سنگين (خشن کاری سنگين) HX
2. سنگين (خشن کاری) Heavy
3. نيمه سنگين (معمولی و Sem )
4. سبک (پرداخت کاری )Low
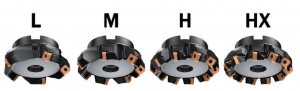
يکی از راههای تشخيص تعداد لبه های برشی است که در زير نمونه دو کمپانی ابزار نمايش داده شده است.
شرکت سندويک
Low سبک
Medium نيمه سنگين
Heavy سنگين
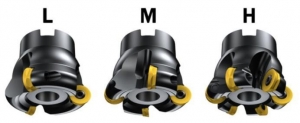
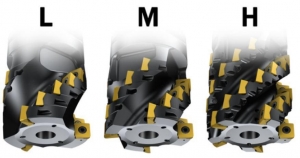
HX فوق سنگين
نکته:
هرچه تعداد اينسرت ها بيشتر باشد فضای تخليه براده کمترمی شود، از اين رو جهت ماشين کاری فولادهای سخت تر مانند گروه H بهتر است.ازتیپ Mجهت ماشين کاری گروه P و از تيپ H&HX جهت ماشين کاری مواد سخت تر استفاده شود.هرچه تعداد اينسرت بالا ميرود توان مصرفی زياد ميشود، ولی می توان با فيد بالاتر ماشين کاری کرد. هر اينسرت خود يک ارتعاش ايجاد ميکند از اين رو از هلدرهايی که اينسرت بيشتر دارد درقطعاتی که استيبل هست استفاده شود . گاهی در لرزش های زياد اينسرت ها روی هلدر يکی درميان بسته می شود اين کار ارتعاش را درکارکم کرده و فضای تخليه براده را بيشتر ميکند.
شرکت Seco











دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)