
")


ورکشاپ تلرانسها و انطباقات
انطباقات و تلرانس گذاری:
شاید خیلی از شما به این فکر کنید انطباقات و تلرانس اصلا چیه یا کجا استفاده میشه. باید بدونید اگر دنبال مدارک و مستندات در بحث انتقال تکنولوژیاز کشور های دیگه باشین. یا بخواین با مهندسی معکوس ترویج علم کنید. و یا اگر تو فکر ساخت قطعه و دستگاهی هستین. پس لازمه تمام این ها آشنایی کامل با انواع نقشه های مهندسی در تمام صنایع کشورهاست.
چرا انطباقات و تلرانس؟؟؟
ما در این تاپیک به طور مختصر انطباق و تلرانس رو توضیح میدیم تا شما دوستان با کاربرد اون در صنعت آشنا بشین. و به طور جدی تر به این قضیه نگاه کنید. شاید وجه تمایز ما با کشورهای صنعتی همین موارد های پایه ای در صنعته که ما خیلی راحت نادیدیش میگیریم.
به طور کلی درداخل صنعت 53 نوع تقسیم نقشه های مهندسی داریم . یکی از این تقسیم ها، قطعات منطبق شده یا Matched Part Drawing می باشد.
انطباقات در صنعت با اسم های جازنی ،تثبیت،ثبوت،الحاق، Matching،Fitting مطرح می گردد.
انطباقات چیست؟؟؟
وقتي دو قطعه در داخل يكديگرقرار مي گيرند،یا به نوعی حالت نر و مادگی دارند. مي گوييم آن دوقطعه بر هم منطبق شدندو انطباقيرا به وجود آورده اند.
براي یکسان سازی اندازه هاي موردنیاز قطعات به منظور رسيدنبه انطباق مورد نظر، استفاده از استاندارد یکپارچه ضروری می باشد. به همین سبب موسسه استاندارد بين المللي ايزو(ISO) و همچنین موسسه استاندارد های آمریکا ANSI دستور العمل یکسانی برای اجرای انطباقات تدوین کرده است . رعايتانطباقات ايزو در صنعتبا عث دقت و صحت درمونتاژ و همچنین کم شدن ضایعات و سود بیشتر برای سازنده قطعات مي گردد.
در بخش انطباقات موسسه استاندارد امریکا استانداردی با شماره ANSI/ASME B4.2تدوین کرده است. همچنین لیزو نیز استاندارد ISO 286 در دو پارت به نگارش دراورده است. پارت اول شامل توضیحات پایه ای تلرانس ، انحرافات و انطباقات می شود. در پارت دوم جداول و علایم های استاندارد تلورانس و سیستم های انطباقی را بیان میکند.
#پیشنهاد_ویژه:
شما میتونید با عضو شدن در کانال ما این استانداردها رو به صورت رایگان دریافت کنید

علایم و ویژگی ها در انطباقات:
در بحث انطباقات با علایم و سیمبل هایی متشکل از حروف بزرگ و کوچک لاتین و اعداد سرو کار داریم. حروف بزرگ انگلیسی نماد سوراخ یا Hole و حرف کوچک نماد میله ، بلوک یا Shaft است.
سوراخ یا Hole: به طور قراردادی برای بیان شکل های داخلی قطعات (حالت ماده) که می تواند شامل شکل های غیر استوانه ای باشد استفاده میشود.
میله یا Shaft : به طور قراردادی برای بیان شکل های خارجی قطعات (حالت نری) که می تواند شامل شکل های غیر استوانه ای باشد استفاده میشود.
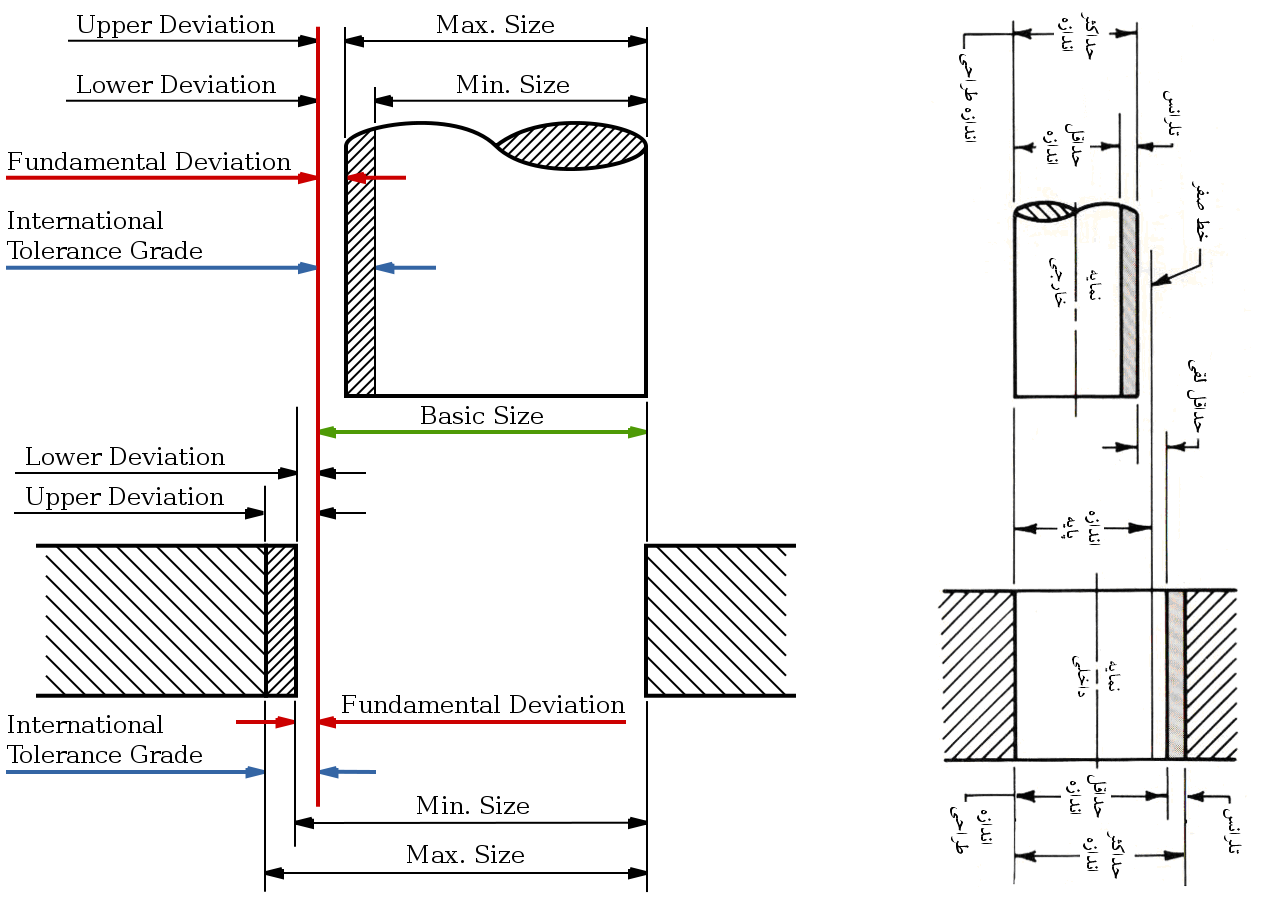
خط صفر:انحراف ها نسبت به يك مبدأ يا مبنا به نام خط صفر سنجيده مي شوند. خط صفر خطي است منطبق بر اندازة اسمي و يا مرزي كه در آن جا انحراف اندازه ها برابر صفر است.
اندازه اسمی:تمام اندازة ابعاد قطعات كار، كه در روي نقشة فني بدون در نظر گرفتن انحراف ها آورده مي شوند ، اندازة اسمي ناميده مي شود.
انحراف: تفاضل جبري بين يك اندازه با اندازه ي اصلي متناظر با آن.
انحراف بالايي: تفاضل جبري بين حداكثر اندازه با اندازه ي اصلي متناظر.
انحراف پاييني: تفاضل جبري بين حداقل اندازه با اندازه ي اصلي متناظر.
تلرانس: تفاضل انحراف اندازة بالايي ازانحراف اندازة پاييني .
ناحيه تلرانس: ناحيه تلرانس و موقعيت قرارگيري آن نسبت به اندازه ي اصلي.
اندازه ي حداكثر ماده: اندازهاي كه بر طبق آن قطعه بيشترين مقدار ماده را دارا است. اين اندازه براي يك شافت ياويژگي خارجي برابر با حداكثر اندازه و براي يك سوراخ يا ويژگي داخلي برابر باحداقل اندازة آن است.
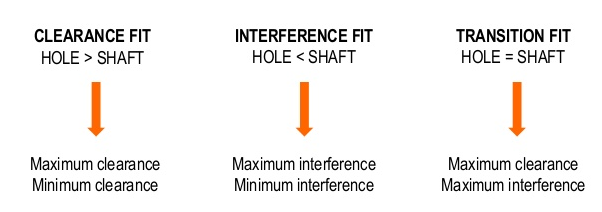
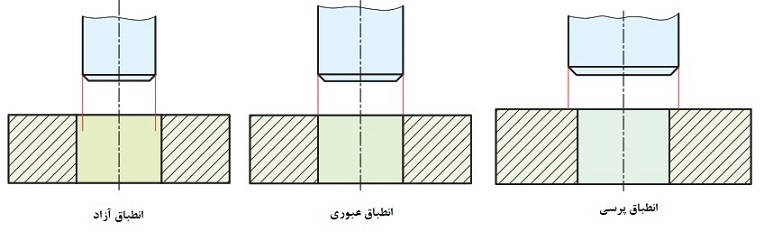
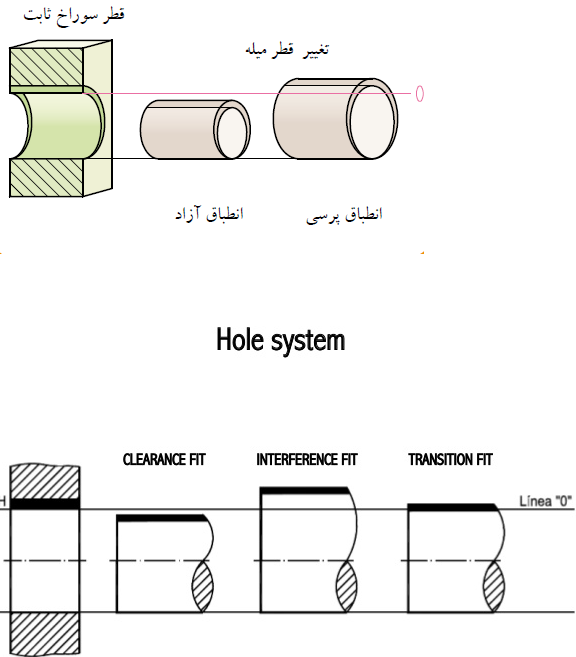
به طور کلی در استاندارد ایزو انطباق به سه نوع تقسیم میگردد:
١- Clearance Fit: انطباق لقی که به آن انطباق بازي دار ، انطباق آزاد ، روان يا انتقالي نيز گفته مي شود.
٢- Transition Fit: انطباق عبوري که به آن، انطباق فيت ، جذب يا في مابين نيز گفته مي شود.
٣-Interference Fit: انطباق تداخلی که به آن انطباق پرسي یا انطباق فشاري نيز گفته مي شود.
در فیلم ذیل معنی واقعی انطباق آزاد یا لقی رو در صنعت مشاهده می کنید. ( این جاست که میگن مثل هلو جا میخوره)
انواع سيستم انطباق:
در این سه نوع انطباق می توان يكي ازدو سيستم سوراخ مبنا و شافت (میله ) مبنا مورد استفاده قرار گيرند.
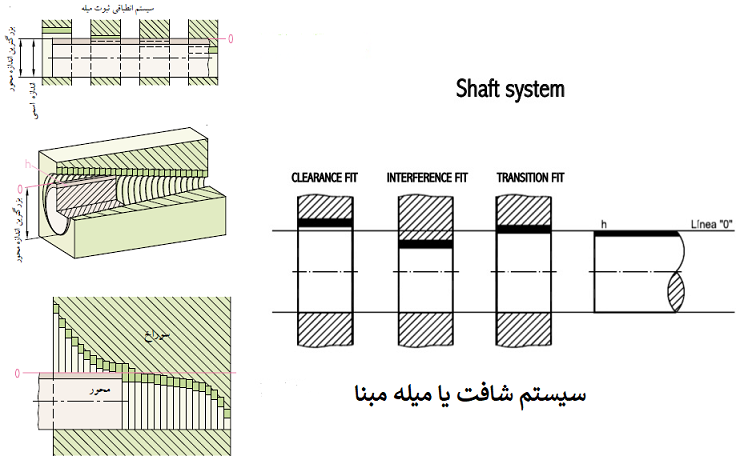
سيستم ميله مبنا:
در سيستم ميله مبنا ، فرض بر این است که اندازة قطر ميله ها ثابت می باشد. وبا انتخاب انحراف اندازه هاي لازم ، قطر سوراخ ها را به نحوي تغيير دهیم كه هر نوع انطباقي كه لازم باشد ایجاد شود.
لذا ميله(شافت)، مبناي كار است.
در این روش انحراف بالايي ميله برابر صفر است و.بزرگ ترين اندازة ميله برابراندازة اسمي است و همگي منطبق برخط صفرند.از سيستم میله مبنا در صنایع مختلف از در صنعت ماشين آلات نساجی و صنایعی که هزینه تعویض میله ها نسبت تعميرات يا تعويض ياتاقان ها کمتر است.
همچنین در ماشين هاي برقي ، بلبرينگ ها و رولر برينگ ها،ماشين هاي كشاورزي، را نام برد.
سيستم سوراخ مبنا:
در سيستم سوراخ مبنا ، فرض بر این است که اندازة قطرسوراخ ثابت می باشد. وبا انتخاب انحراف اندازه هاي لازم ، قطر میله را به نحوي تغيير دهیم كه هر نوع انطباقي كه لازم باشد ایجاد شود.
لذا سوراخ ، مبناي كار است.
در این روش انحراف پایین سوراخ برابر صفر است . انحراف اندازة پاييني برابر صفر وكوچك ترين اندازة سوراخ برابراندازة اسمياست . وهمگي منطبق برخط صفرند.
ساخت و كنترل اندازة ميله ها با اندازه هاي دقيق وباكيفيت توسط تراشكاري و سنگزني صورت میگیرد. مسلما ساخت آن از تولید اسوراخ هاي دقيق به كمك مته كاري واسپارک و برقو كاري بسيار آسان تر است. به همین سبب سوراخ مبنا در صنایع سنگین استفاده بیشتری دارد. این صنایع مثل صنايع ماشين سازي،خودروسازي، هواپيماسازي، ساخت ماشين هاي ابزارو …می باشد.









سلام و تبریک سال جدید عالی است