خدمات پرینت سه بعدی
خدمات پرینت سه بعدی

تولید افزایشی یا پرینت سه بعدی
(ADDITIVEMANUFACTURING) چیست؟
تولید افزایشی یا پرینت سه بعدی(3d print) یک نام مناسب برای توصیف فن آوری هایی است که اشیاء سه بعدی را با اضافه کردن لایه بر لایه مواد تولید می کنند.و این مواد می توانند پلاستیک، فلز، بتن و شاید بافت های بدن باشند.
خدمات پرینت سه بعدی که می توان از ان به عنوان یک شغل صنعتی و حتی خانگی عنوان کرد .یکی از مشاغلی است که سالیان نه چندان زیادی در کشور شروع به فعالیت کرده است .
افراد زیادی د ر زمینه مجسمه سازی،ساخت ماکت ،طلا و جواهر، پزشکی و دارویی،غذایی ،اسباب بازی سازی ،ساخت پرینتر سه بعدی ، ساخت نمونه اولیه و خدمات پرینت سه بعدی شروع به فعالیت کردند.
اخیراپرینت سه بعدی برای ساخت محصولات نهایی در هواپیما، ترمیم دندان، ایمپلنت های پزشکی،ساخت اندام های انسانی و جانوری، اتومبیل ها و حتی محصولات رایج استفاده می شود.
نمونه سازی سریع یا همان پروتوتایپ که تکنولوژی ساخت ان با دستگاه پرینتر سه بعدی رو به افزایش است.یکی از مزیت های بزرگ استفاده از پرینت های سه بعدی است .ساخت نمونه اولیه با پرینت سه بعدی این امکان را می دهد تا بیشتر مشکلات طرح و یا قالب اولیه مشخص می گردد. تا علاوه بر امکان اصلاحی طرح یا قالب از هزینه های هنگفتی که امکان دارد در زمان اجرای تولید بوجود آید جلوگیری می کند.
خدمات پرینت سه بعدی :
شرکت طراحی و مهندسی معکوس ایلیا که در بین صنایع مختلف به نام (ایلیا 3d) شناخته شده است . سالیان اخیر را به خدمات دادن به صنایع مختلف با نازلترین قیمت و با کیفیت ترین قطعات پرینت شده پرداخته است . رضایت مندی مشتریان یکی از خطوط اصلی خط مش این شرکت می باشد .وهمیشه سعی کرده است تا با دقت فراوان و به کارگیری اصول فنی و مهندسی در طراحی و نوع پرینت و استفاده از فیلامنت و مواد اولیه مرغوب تمام نیاز های مشتری را بر اورده سازد.
مشتریان مرکز طراحی و مهندسی معکوس دانشکده فنی دانشگاه تهران. در سال های اخیربه ما اعتماد کردنند می توان به وزارت دفاع، کاله، چوپان، فراسو، سازمان استاندارد، شهاب خودر، منشورسیمین، نیرمحرکه قزوبن، مپنا …و ده ها کارخانه صنعتی دیگر رانام برد.

نمونه سازی سریع بدنه دستگاه POS با پرینتر سه بعدی به سفارش شرکت فراسو

ساخت نمونه پمپ VS4 با پروانه غیرقابل انسداد با پرینتر سه بعدی به سفارش پمپ ممتاز

نمونه سازی سریع پوسته موتور با پرینتر سه بعدی برای ساخت قالب

ساخت سریع پوسته سیلندر موتور خورجینی با پرینتر سه بعدی

نمونه سازی سریع طرح معماری پایون اسکپو با پرینتر سه بعدی

طراحی و ساخت دستگاه پرینتر سه بعدی
پرینت سه بعدی (3d print)به زبان ساده تر
پرینت سه بعدی یک روش تولید می باشد. در این روش مشابه پرینت دوبعدی که جوهر لایه لایه بر روی کاغذ قرار می گیرد، ماده به صورت سه بعدی قرار گرفته و جسم ساخته می شود.
پرینت سه بعدی(3d print) یک روش ساده برای تولید انواع مدل های سه بعدی می باشد.
این پرینتر ها انواع مختلف و روش های مختلفی دارند ولی فرایند تولید در همه آن ها به سه عامل نیازمند است.
1- فایل طراحی
ابتدا مدل سازی قطعه با استفاده از نرم افزار های مدل سازی مانند Solidworks ، CATIA و یا Inventor انجام می شود.بهتر است خروجی نرم افراز ها به فرمتSTL باشد .
سپس می توان با استفاده از نرم افزار های مختلفی که موجود است. مدل سه بعدی را به مدلی تشکیل شده از لایه های مختلف تبدیل کرد.
زیرا همان طور که گفته شد پرینت سه بعدی به صورت لایه لایه پرینت می کند.
نرم افزار های ،Blender CURA ,Tinkercad جز نرم افزار های محبوب در این کار می باشند.
از کجا می توان نقشه های STL آماده پرینت را تهیه کرد ؟
نقشه های STL آماده پرینت سه بعدی.
نقشه های رایگان آماده پرینت را با فرمتSTL را از طریق سایت های زیر دانلود کنید.
ضمنآ شما می توانید طرح های سه بعدی STL خود را نیز به اسم خودتان با دیگران به اشتراک بگذارید .

2- ماشین یا دستگاه پرینتر
ماشین های پرینت ماده مورد نظر را به صورت لایه لایه و با دقت بر روی هم قرار می دهد.
روش های متعددی با توجه به نوع پرینتر برای چسباندن این لایه ها وجود دارد. عموما از یک لایه محافظ رزین و لیزر و یا نازل برای چسباندن لایه ها استفاده می شود.

3- ماده پرینتر
بسته به روش انتخابی جهت چاپ سه بعدی(3d print)، امکان استفاده از مواد اولیه مختلفی وجود دارد. ماده مورد استفاده در پرینت نیز با توجه به نوع قطعه ونوع دستگاه تعیین می شود و مورد استفاده قرار می گیرد.
طبیعتاً این مواد دارای خواص و ویژگی های مختلفی می باشند.
روشهای DLP و SLS و پودری دارای یک نوع مواد اولیه هستندولذا امکان انتخاب برای سفارش دهنده وجود ندارد.
در روش SLS برخی از انواع شیشه ها، سرامیک ها و فولاد ها استفاده می شود.
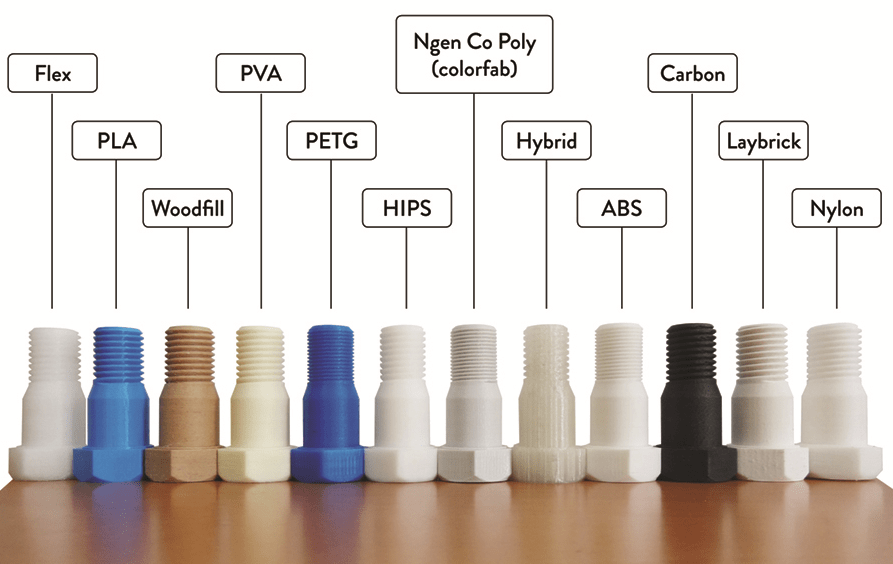
فیلامنت های PLA که به عنوان ماده مصرفی در پرینتر های سه بعدی FDM می باشد.با تنوع رنگی ای که دارند باعث شده است تا محبوبیت زیادی داشته باشند.