قطعات اصلی یک پرینتر سه بعدی (نوع FDM)
با دانستن اجزای اصلی چاپگرهای سه بعدی، چگونگی کار آنها و آنچه که آنها قادر به انجام آن هستند ما می توانیم:
۱/کیفیت، قدرت و سرعت بیشتری بدست بیاوریم
۲/به آسانی از پرینتر ها نگهداری کنیم
۳/ماشین متناسب با نیازمان را انتخاب کنیم
۴/قطعات بخصوصی از دستگاه را تقویت کنیم
قطعات اصلی چاپگرهای سه بعدی:
ضخامت لایه:
ضخامت لایه حداقل ضخامت یک لایه است که یک چاپگر می تواند در یک عبور بسازد، هرچه تعداد کوچکتر باشد، چاپ ساده تر و دقیق تر است، اما روند آن کندتر خواهد شد. بیشتر پرینترهای سه بعدی رومیزی با ضخامت لایه از ۰٫۱ تا ۰٫۳ میلیمتر کار می کنند، اما می توانند لایه های نازک تر از ۱۰۰ میکرون (۰٫۱ میلیمتر) را نیز تولید کنند. از سوی دیگر، چاپگرهای SLA / DLP 3D میتوانند با وضوح پایین تا ۲۰ میکرون (۰٫۰۲۰ میلیمتر) تولید داشته باشند. و برخی از تولیدکنندگان ادعا می کنند که می توانند به دقت نانو طیف متراکم برسند. Lulzbot Taz 5/6 می تواند به ۰٫۰۶۵ میلیمتر برسد که برابر با ۶۵ میکرون می باشد.
منطقه ساخت:
منطقه ساختن حداکثر اندازه یک شی که شما می توانید با چاپگر سه بعدی ایجاد کنید. این کمیت در ابعاد XYZ اندازه گیری می شود. به عنوان مثال ۸ اینچ عرض Xبا عمق ۸ اینچ Yبا ۱۰ اینچ بالا نمونه های چاپی پیچیده تر و یا بزرگتر می توانند به قطعات کوچکتر تقسیم شوند تا بعدا بتوان آنها را ترکیب کرد.
قطر فیلامنت:
اکثر چاپگرهای سه بعدی FDM با قطر رشته ای ۱٫۷۵ میلی متر یا ۳ میلی متر کار می کنند. اندازه رایج ۱٫۷۵ میلیمتر است، اما تعداد کمی از تولید کنندگان محبوب آن با ۳ میلیمتر استفاده می کنند. ماشین آلات با اکسترودر Bolden با استفاده از چاپگرهای ۱٫۷۵ میلیمتری بهتر کار می کنند و Direct Drive بیشتر از ۳ میلیمتر استفاده می کنند. استثنا از این اصل وجود دارد. در صورتی که شما چند علامت تجاری مختلف از چاپگرهای FDM 3D داشته باشید، این کار عملی است اگر فقط یک نوع از نوع رشته را نگه دارید.
پایان گرم (HOT END):
یکی از مهمترین بخش های چاپگر سه بعدی Hot End است. این جایی است که پلاستیک در یک لایه کوچک ذوب شده و اکسترود شده است. امروزه انواع مختلفی از پایان های داغ در بازار وجود دارد.
پارامتر های مهم در پایان داغ عبارتند از: بیشترین حرارت دستگاه و اندازه نازل و امکان تغییر اندازه آن.

در حالی که پایه های قدیمی قدیمی (PEEK) قادر به چاپ تنها با یک یا دو ماده بود، امروزه می توان از آن ها با انواع گرمانرم استفاده کرد. PEEK بر پایه داغ استفاده می شود به شدت مرطوب اگر اگر به درستی نگه نداشته و حداکثر درجه حرارت حدود ۲۳۰ درجه سانتی گراد است.
PEEK بر اساس پایان داغ – دما حداکثر ۲۳۰ درجه سانتیگراد:
در حالی که پایه های قدیمی PEEK قادر به چاپ تنها با یک یا دو ماده بودند، امروزه می توان از آن ها با انواع ترمو پلاستیک ها استفاده کرد. PEEK بر پایه داغ استفاده می شود به شدت مرطوب است و اگر به درستی نگه داشته نشود حداکثر درجه حرارت حدود ۲۳۰ درجه سانتی گراد است.
پایانه های داغ تمام فلزی-حداکثر دما ۳۲۰درجه سانتی گراد
چاپ با تمام مواد ممکن است – در حالی که برخی از مواد عالی در دمای ۲۳۰ درجه سانتیگراد یا کمتر ذوب می شوند ، مواد قوی و با دوام برای چاپ سه بعدی (مانند نایلون، پت و پلی کربنات) در دمای بالاتر از ۲۴۰ درجه سانتیگراد ذوب می شوند.
چاپ تمیز کننده – شش گوشه تمام فلز داغ پایان دارای خنک کننده فعال به منظور جدا کردن منطقه ذوب. یک منطقه ذوب کوچکتر به معنای کنترل بیشتر است. بنابراین بازپرداخت پاک تر می شود و کم شدن آن باعث کیفیت بهتر چاپ می شود.
نازل:
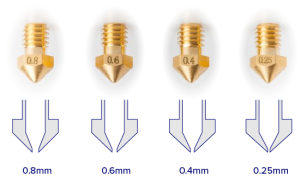
نازل نوک End Hot است که پلاستیک ها خارج می شوند. لازم است زمانی که لازم باشد قابل تعویض باشد. اندازه نازل واقعا مهم است. معمولا از ۰٫۲۵ تا ۰٫۷۵ میلی متر متغیر است. شایع ترین اندازه ۰٫۵ میلی متر است. بهترین روش تغییر اندازه نازل بسته به طراحی شما و نتایج مورد نظر است.
نازل های سایز کوچک:
پایان صاف – نازل کوچکتر به این معنی است که سطوح نازک اکسترود شده و ارتفاع لایه های کوچکتر شود، به طور کلی باعث می شود سطح نرم و صاف شود.
چاپ های دقیق تر – به طور کلی دقت به طور عمده بر کالیبراسیون چاپگر سسه بعدی شما و تنظیمات نرم افزار برش شما بستگی دارد. اما با اندازه نازل کوچکتر شما باید بتوانید به ابعاد کامل مدل خود نزدیک شوید.
چاپ های دقیق تر – در صورتی که طراحی شما دارای مقدار زیادی از بخش های کوچک است و شما می خواهید روی آن ها تمرکز کنید، قطعا می خواهید اندازه نازل را پایین بیاورید.
نازل های سایز بزرگ:
چاپ سریعتر – نازل بزرگتر به رشته های ضخیم تر منجر می شود و تعدادی از لایه ها را کاهش می دهد. به این ترتیب چاپگر سه بعدی باعث کاهش حرکت و زمان چاپ سه بعدی خواهد شد به طور چشمگیری کاهش می یابد.
چسبندگی بهتر به لایه اول – به دلیل رشتههای ضخیمتر (عرض اکستروژن بزرگتر)، سطح بالایی از پلاستیک برای بستن بستر برای لایه پایینی وجود دارد.
پشتیبانی کمتر (در برخی موارد) – نازلهای بزرگتر میتوانند بهتر از نازل کوچکتر عمل کنند، زیرا نسبت ارتفاع لایه و عرض اکستروژن بیشتر است. اما این به ارتفاع لایه شما بستگی دارد.
قابلیت اطمینان بهتر – از لحاظ تئوری تفاوت وجود ندارد، اما عملا وجود دارد! نازل بزرگتر به معنی چاپ سریع تر و امکان اشتباه بیشتر است، بنابراین میزان موفقیت بالاتر است. به عنوان مثال قطر رشته ها دارای برخی از تغییرات است و با یک نازل کوچکتر می تواند منجر به مشکل عصبی یا زیر اکستروژن شود که موجب تسریع اتصال بین لایه ها می شود که برای قطعاتی بسیار مهم است که یکپارچگی ساختاری اولویت اصلی ما است .
اکسترودر:
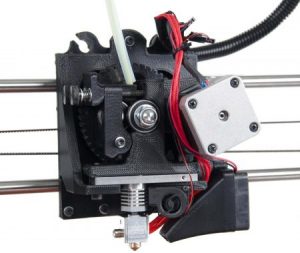
اکسترودر بخشی است که رشته را به انتهای گرم تغذیه می کند. دو نوع مختلف اکسترودر موجود وجود دارد.
مستقیم:
هنگامی که رشته مستقیم به انتهای داغ از موتور اسپیندل تغذیه می شود. با استفاده از این مکانیزم، اکسترودر در بالای انتهای گرم نصب می شود. این امکان کنترل دقیق تر اکستروژن را فراهم می آورد و با کار آسان تر است.
بوودن:
هنگامی که رشته تغذیه می شود یک فاصله مشخص تا انتهای داغ ایجاد می شود (اکسترودر به طور فیزیکی از انتهای گرم جدا شده است). تفاوت این است که رشته باید فاصله ای را طی کند تا آن را از طریق یک لوله به انتهای داغ برساند. این نوع مکانیسم وزن را کاهش می دهد و باعث حرکت سریع تر و ارتعاش کمتری می شود.از لحاظ تئوری باید چاپ دقیق تر را در سرعت بالاتر تولید کند؛ زیرا لحظات کمتری برای غلبه بر تغییر جهت وجود دارد. این مدل برای چاپ برخی از رشته های انعطاف پذیر سخت تر است.
فن خنک کننده:
فن خنک کننده نقش مهمی در روند چاپ سه بعدی ایفا می کند و از ویژگی های ضروری دستگاه محسوب می شود. همه مواد چاپ سه بعدی نیاز به خنک سازی فعال ندارند، اما برای اکثر چاپ های سه بعدی واقعا مفید است. برخی از ماشین ها تنها از یک فن استفاده می کنند در حالی که برخی دستگاه ها تا سه عدد فن خنک کننده دارند. فن خنک کننده به طور چشمگیری ویژگی های آویزان شدن را بهبود می بخشد، لبه های تیز را تردید می کند و باعث می شود قابلیت های اتصالی مناسب داشته باشد.
نکته مهم این است که همه خنک کننده ها برابر نیستند. برخی از ماشین ها از ۲۵ میلیمتر استفاده می کنند، بعضی دیگر ۴۰ میلیمتر. بعضی از فن ها طراحی شده اند تا در ناحیه انتهای گرم متمرکز شوند.
تخت گرم (HEATED BED):
برای تمام رشته های اکستروژن با درجه حرارت بالا از قبیل ABS، HIPS، پلی کربنات، نایلون، تخت گرما مورد نیاز است و برای تقریبا تمام مواد مفید است. این کار در طول فرآیند چاپ پلاستیک گرم را حفظ خواهد کرد و مانع از پاره شدن آن نخواهد شد. همچنین چسبندگی بهتر بین لایه ها را تضمین می کند که منجر به یکپارچگی ساختاری بهتر قطعات چاپ می شود. حیاط خنک برای اولین لایه برای اطمینان از پایه سطح خوب ضروری است. درجه حرارت معمولا بین ۴۰ تا ۱۱۰ درجه سانتیگراد است.
تخت های گرم نشدهذمی توانند فقط با PLA های مبتنی بر پلاستیک و TPU کار کنند، که تمایل کمتری در طی خنک سازی دارند. معمولا تخت با نوار رنگی PEI، PET یا Painters پوشانده شده است.
صفحه نمایشگر:

کنترلر LCD صفحه نمایش به شما اجازه چاپ سه بعدی بدون نیاز به یک کامپیوتر متصل شده یا با استفاده از یک میزبان نرم افزاری مانندCura . برای خواندن دستورالعمل G-code نیاز به کارت SD دارد. این صفحه نمایش امکان استفاده از فضای کارآمد تر را فراهم می کند و رایانه شما را برای انجام وظایف دیگر آزاد می کند. این برای چاپ روزانه مناسب است و در بسیاری از کارهای چاپی شما مورد استفاده قرار خواهد گرفت.
مولتی اکسترودر ها:

با یک اکسترودر چندگانه، شما می توانید به طور همزمان با اختصاص دادن رنگ یا مواد خاصی از اکسترودر در چندین رنگ یا مواد چاپ کنید. برخی از چاپگرها را می توان از اکسترودر تکی به چندتایی ارتقا داد، اما برخی این قابلیت را ندارند. بزرگترین مزیت اکسترودر چندگانه هنگامی است که شما می توانید ساختارهای پشتیبانی خود را با مواد مختلفی که می توانند در آب یا برخی از انواع دیگر حلال، بسته به مواد مورد استفاده، حل شوند.







دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)