علت آسيب های وارده به لبه های برشی قبل از عمر مفيد ابزار

علت آسيبهای وارده به لبه های برشی قبل از عمر مفيد ابزار
در اين بخش دليل عمده و معمول در tool life پایین تر ابزار برشی ميشود.
Flank wear
فرسايش لبه برشی در اثر تداوم برخورد با سطوح سخت و ناخالص قطعه کار

راه حل: (گريد مقاوم به سايش انتخاب شود)
plastic deformation
تغيير شکل پلاستيک بعلت حرارت زياد در سرعت های بالا
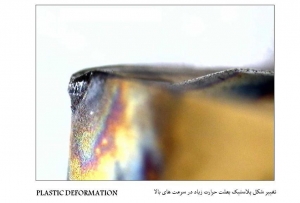
راه حل: (سرعت برشی کم شود)
crater wear
حرارت ناشی از جريان براده برروی سطح لبه برشی که پيوندهای بين کبالت و تنگستن ضعيف شده و کبالت از ساختار اينسرت همراه با براده جدا ميشود.

راه حل: (کاهش سرعت برشی وانتخاب گريد مناسب)
notching
شکاف ناشی از فشار زياد نيروی برشی با اعمال پيشروی و سرعت برشی بالا
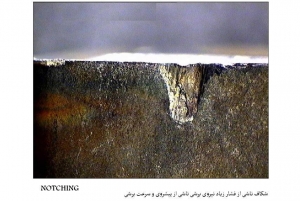
راه حل: (سرعت برشی و فيد کم شود)
Built_Upedge
لبه انباشته ناشی از سرعت برشی پايين وفيد پايين است. که بيشتر در آلومينيوم و مس و مواد چقرمه مثل استينلس و سوپر آلياژ ايجاد ميشود.

راه حل: (سرعت برشی و فيد افزايش پيدا کند)
Comb crackes
لبه هايترک خورده به همراه داغی اين به دليل شوک های حرارتی ونامناسب بودن مايع خنک کاری و يا قطع ووصل شدن آن ايجاد ميشود.

راه حل: (ايجاد جريان پرفشار ودائمی مواد خنک کاری ويا ماشين کاری بدون آب صابون )
micro chipping
ريزش های بسيار کوچک کوتينگ در لبه برشی که به دليل داشتن ارتعاش قطعه يا ابزار ايجاد می شود.
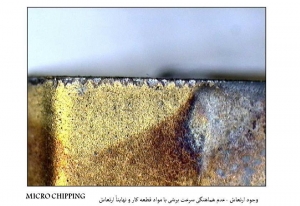
راه حل: (کاهش فيد و انتخاب گريد ضد ضربه)
Chip hammering
کوبيدگی لبه برشی در اثر برخورد با پوسته سخت قطعه
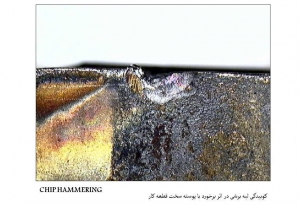
راه حل: (انتخاب گريد نوع سايش و کاهش سرعت برشی)
همان طور که در بالا مشاهده شد انتخاب نامناسب گريد ابزار و عدم رعايت اطلاعات برشی، علت اصلی خسارات ناشی از عمر کم ابزار می باشد.
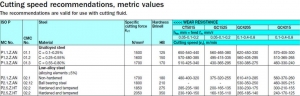
جهت دست يابی به اطلاعات برشی ابزار انتخابی، معمولا کاتالوگ های ابزار درصفحه انتخابی نوع ابزار و گريد در پايين همان صفحه (مطابق شکل) شماره صفحه اطلاعات برشی مربوط را در اختيار می گذارند.
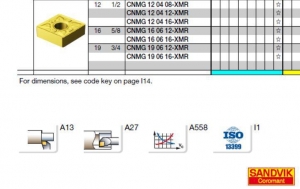
ابتدا گريد مورد نظر را پيدا کرده و سپس اطلاعات feed و VC آن را برمیداریم











دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)