پوشش ها Coating
پوشش ها Coating
پوشش CVD
با روش بخار شيميايی وبا ضخامت 5 ميکرون تا 0.2 ميباشد اين پوشش با گرمای حدود
1000 درجه ايجاد شده ولايه های کوتينگ چسبندگی بالا دارند ولبه های برشی گرد شده و
مناسب نميباشد. ( انواع استيل- تيتانيوم و اينکونل S _ M _ N برای گروه مواد
بالاتر است و نکته مهم ديگر اين است که pvd وآلومينيوم). سرعت برشی نسبت به
با توجه به تنش بالای حرارتی هنگام پوشش دهی و برای جلو گيری از شوک حاصل از
تنشهای حرارتی هنگام ماشينکاری با آب صابون يا بدون آن استفاده شود.
پوشش PVD
با روش بخار فيزيکی با دمای حدود 400 درجه و ضخامت حدود 3 ميکرون تا 0.1 ميلی
متروبا لبه های تيز ايجاد ميشود اين نوع اينسرت ها برای ماشين کاری چدن و فولاد
مناسب نيست و بيشتر برای ماشين کاری استيل ها و تيتانيوم واينکونل و آلومينيوم و
مس و همچنين در عمليات پرداخت کاری مناسب است. همچنين برای ماشينکاری گروه
H انتخاب اول ميباشد. در اين نوع پوشش ماشينکاری با عمق و فيد کم انتخاب ميشود.
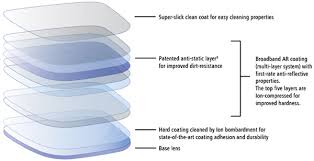
جنس روکش ها در اين دو کوتينگ عبارت است از:
Al2o3 اکسيد آلومينيوم ( رنگ مشکی)
Titanium Nitride (رنگ زرد)
Chromium Nitride
Zirconium nitride
Titanium Aluminum nitride
تشکيل شده ولی به طور کلی اينکه از چه ترکيبی استفاده شده ويا کدام بهتر است جزء
رموزشرکت سازنده می باشد.

پوشش اکثر ابزار های فرز انگشتی کاربايدی و مته های کاربايدی ويا قلاويزهای کاربايد
نيز با روش های بالا توليد ميشود.
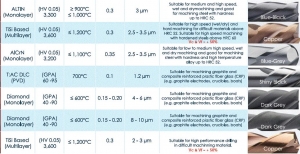
در زير نمونه ای از انواع کوتينگ روی ابزارهای فرز . رنگ آنها و نوع عمليات ماشين
کاری مناسب آن را نشان ميدهد.
در مثال زير اينسرت های پوشش دار و بدون پوشش يکی از شرکت های سازنده ابزارآمده است.
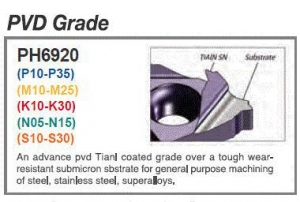
PVD پوشش
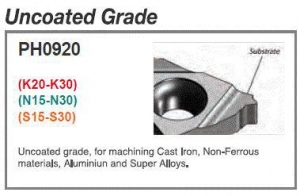
بدون پوشش









دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)