براده شکن ها Chip breaker
براده شکن ها Chip breaker
براده شکن ها Chip breaker نقش مهمی را در عمليات براده برداری ايفا ميکنند
انتخاب صحيح يک براده شکن بسته به نوع عمليات خشن ويا پرداخت کاری دارد.
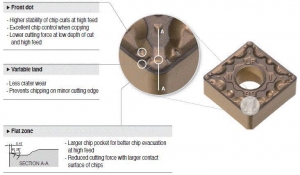
يک براده خوب (استاندارد) کمک قابل توجهی به دفع گرما وخروج براده از محل ماشين
کاری ميکند وطول عمر ابزار را به ميزان قابل توجهی بالا می برد.
اين نکته را در نظر داشته باشيم که براده شکن ها در مقاومت اينسرت اثر گذاشته وهرچه
فرم لبه تيز تر شود آن لبه ضعيف تر شده و برای عمليات خشن کاری مناسب نيست.
بنابر اين لبه های ظعيف تر برای عمليات پرداخت کاری انتخاب ميشوند.
و گريد انتخابی بايد مقاومت لازم را در برابر عوامل مخرب داشته باشد .
_ ضربه پذيری و مقاومت به سايش: براده شکن ها با دفع سريع براده باعث کاهش گرما در منطقه برشی می شوند در غير اين
صورت افزايش گرما عامل اصلی سايش ابزار می شودو سايش ابزار باعث عوامل زير
می شود.
_ تغيير تلرانسها و صافی سطح
_ تغيير شکل براده
_ افزايش نيروهای برشی
_ کاهش عمر سريع ابزار
توضيع حرارت در منطقه برش ( در حالت ايده آل)
%70 در براده
%10 در مواد خام
%20 در لبه برشی ابزار
عمليات براده برداری باعث تغيير شکل پلاستيکی مواد وايجاد برشها صورت ميگيرد.
به عبارتی نيروهای برشی عامل فشردگی موادوکشش ودرنهايت برش لايه ها ميشود.
براده شکن ها معمولا در 3 گروه اصلی ( خشن و نيمه پرداخت و پرداخت) تعريف ميشوند.
استاندارد های براده شکن ها Chipbreaker
شرکت های سازنده ابزار هر يک کدهای استاندارد خودرا جهت فرم براده شکن دارند.
و دراين زمينه استاندارد مشترکی وجود ندارد.
در زير کدهای براده شکن 2 شرکت سازنده ابزار آورده شده است.
اين کدها به صورت جدا گانه در ابزارهای تراش وفرز تعريف شده است.
شرکت Seco
روش علامت گذاری به اين صورت است که حروف نشات داده شده در شکل زير نشان
گر نوع براده شکن ميباشد.
براده شکن ابزار های فرز
F پرداخت کاری
Mنيمه پرداخت کاری
Rخشن کاری
RRسوپر خشن کاری
FFسوپر پرداخت کاری
FMپرداخت روبه نيمه پرداخت کاری
MFنيمه پرداخت روبه پرداخت کاری
براده شکن ابزارهای تراش
E پرداخت کاری easy
Mنيمه پرداخت کاری medium
Dخشن کاری difficult
DMخشن مايل به نيمه پرداخت کاری
MEنيمه پرداخت مايل به پرداخت کاری

شرکت Sandvik
شرکت سندويک يکی از پر تنوع ترين ابزارها از نظر معرفی chip breaker میباشد.
براده شکن های اينسرت های فرز سندويک
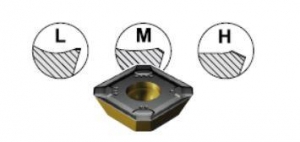
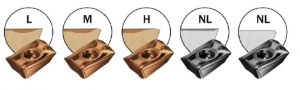
ابزارهای فرز در سه دسته کلی زير تعريف شده است:
light _ L ماشين کاری سبک (پرداخت کاری)
medium_ M ماشين کاری نيمه سنکين semi
Heavy_ H ماشين کاری سنگين (خشن کاری)
روش علامت گذاری به اين صورت است که حرف لاتين سمت چپ نشانگر گروه مواد
و حرف لاتين سمت راست نوع عمليات (بالا) را نمايش ميدهد.
مثال :
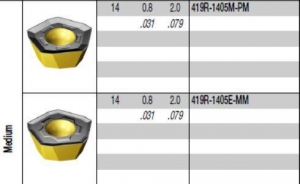
در شکل پایین PM گروه فولاد و عمليات نيمه سنگين ميباشد.و mm گروه استينلس و نيمه سنگين
ميباشد.
PH براده شکن گروه فولادها و عمليات خشن کاری
MHبراده شکن گروه استينلس و عمليات خشن کاری
KHبراده شکن گروه چدن ها و عمليات خشن کاری
SHبراده شکن گروه سوپر آلياژها و عمليات خشن کاری
PMبراده شکن گروه فولادها و عمليات نيمه سنگين
MMبراده شکن گروه استينلس و عمليات نيمه سنگين
KMبراده شکن گروه چدن ها و عمليات نيمه سنگين
SMبراده شکن گروه سوپر آلياژها وعمليات نيمه سنگين
PLبراده شکن گروه فولادها و عمليات پرداخت کاری
MLبراده شکن گروه استينلس و عمليات پرداخت کاری
KLبراده شکن گروه چدن ها و عمليات پرداخت کاری
SLبراده شکن گروه سوپر آلياژها وعمليات پرداخت کاری
HLبراده شکن گروه فولادهای عمليات شده تا 60 راکول جهت پرداخت کاری
در برخی موارد هم ممکن است برخی براده شکن ها به صورت زير تعريف شود
PM_Mبراده شکن نيمه سنگين در گروه مواد P و M
M_KHبراده شکن نيمه سنگين در گروه موادK و H
M_PH براده شکن نيمه سنگين در گروه موادP و H
M_MH براده شکن نيمه سنگين در گروه مواد M و H
معمولا براده شکن های گروه استينلس به دليل لبه های برشی تيزتر در گروه سوپرآلياژ
هم علامت گذاری شده است.
همان طور که ملاحظه ميشود از نوع کدگذاری براده شکن های شرکت سندويک ميتوان گريد
اينسرت را فهميد.
براده شکن های وايپر نيز به صورت زير کد گذاری شده است.
WLبراده شکن وايپر وماشين کاری سبک
WMبراده شکن وايپر وماشين کاری نيمه سنگين
WH براده شکن وايپر و ماسين کاری سنگين
نکته: برخی وايپرها ممکن است بخشی يا حتی تمامی گروههای مواد را شامل شوندکه به
صورت زير در جدول علامت گذاری ميشوند.(ordering code).
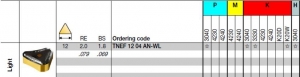
درزير تصاويری از برخی براده شکن ها ی اينسرت های فرزشرکت سندويک آمده است.

در تصوير بالا کد LN مخصوص ماشينکاری آلومينيوم و پرداخت کاری ميباشد.
در زير نحوه نمايش براده شکن ها و علامت گذاری گروه های مورد استفاده آن در
کاتالوگ آمده است.
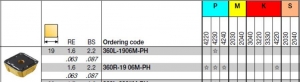
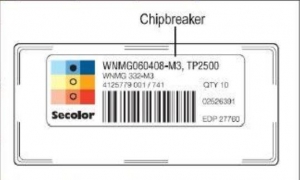
در قسمت ordering code کد استاندارد اينسرت آمده که دو حرف لاتين سمت راست
بيانگر نوع براده شکن آن ميباشد.ودر جدول سمت راست گروه مورد نظر علامت زده شده است.
براده شکن های اينسرت های تراش سندويک
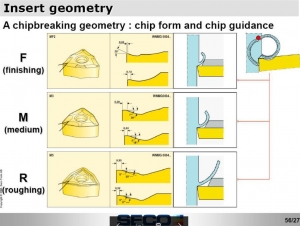
براده شکن های تراش به چهاردسته کلی زير تقسيم ميشوند:
F_جهت عمليات پرداخت کاری (finishing)
M_جهت عمليات نيمه پرداخت يا نيمه خشن (medium)
R_ جهت عمليات سنگين و خشن (roughing)
W_براده شکن وايپرها که معمولا ممکن است تمامی گروه های موادراشامل شوند
نحوه نمايش به اين صورت است که حرف لاتين سمت چپ نمايانگر گروه مواد و حرف
لاتين سمت راست نمايانگر نوع عمليات ماشينکاری ميباشد.
مثال :
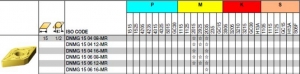
کد MR در شکل زیر (دو حرف آخر کد اینسرت در قسمت iso code)نوع براده شکن اینسرت است که M گروه استینلس وR نوع عملیات خشن کاری میباشد.
PR شکن جهت عمليات خشن کاری در گروه فولاد
MRبراده شکن جهت عمليات خشن کاری در گروه استينلس
KRبراده شکن جهت عمليات خشن کاری در گروه چدن
SRبراده شکن جهت عمليات خشن کاری در گروه سوپر آلياژ
M و P براده شکن جهت عمليات خشن کاری معمولا در گروه
XRبراده شکن جهت عمليات خشن کاری تمامی گروهها (گريد های خاص)
WRبراده شکن وايپر جهت عمليات خشن کاری در تمامی گروهها
PMبراده شکن جهت عمليات نيمه خشن گروه فولاد
MMبراده شکن جهت عمليات نيمه خشن گروه استينلس
KMبراده شکن جهت عمليات نيمه خشن گروه چدن
SMبراده شکن جهت عمليات نيمه خشن گروه سوپر آلياژ
QMبراده شکن جهت عمليات نيمه خشن عمومی در تمام گروه ها
WMبراده شکن وايپر جهت عمليات نيمه خشن
PFبراده شکن جهت عمليات پرداخت در گروه فولاد
MFبراده شکن جهت عمليات پرداخت در گروه استينلس
KFبراده شکن جهت عمليات پرداخت در گروه چدن
UFبراده شکن جهت عمليات پرداخت تمامی گروه ها عمومی
XFبراده شکن جهت عمليات پرداخت تمامی گروه ها گريد های خاص
SFبراده شکن جهت عمليات پرداخت در گروه سوپر آلياژ
WFبراده شکن وايپر جهت عمليات پرداخت (معمولا گروه K را شامل میشود).
نکته :
براده شکن های گروه استينلس به دليل لبه های تيز در گروه سوپر آلياژ نيز
علامت زده ميشود.








دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد :)