ASME Y14.5_2018 Dimensioning and Tolerancing

ویرایش جدید استاندارد ASME Y14.5 بعد از 9 سال منتشر شد و تغییرات زیادی هم نسبت به استاندارد ASME Y14.5_2009 دارد.
در این مقاله برجسته ترین تغییراتی که در نگاه اول دیده شده بیان شده است.
بیشتر کتابها و دوره ها در مورد GD&T، قوانین، اصطلاحها و تعاریف استاندارد ASME ، ابعادگذاری و تلرانسگذاری هندسی را به شما آموزش می دهند.
وقتی شما متن استاندارد ASME Y14.5-2018 را مطالعه میکنید و دوره ها را میگذرانید، احتمال دارد که هنوز ندانید با GD&T چه باید کرد.
اگر استاندارد ASME Y14.5-2018 را دقیق خوانده باشید، تازه متوجه میشوید که علائم،قوانین و تلرانسهای گوناگون وجود دارد.
به عبارت دیگر، برخی از تلرانسها، تلرانسهای دیگر را کنترل میکنند. برای مثال، تلرانسهای مکانی، راستای ویژگی را کنترل میکنند.
درک این روابط به شما در درک و استفاده بهتر از GD&T کمک میکند.
استاندارد 2018-ASME Y14.5 و کیفیت
در دویست سال اخیر، صنعت برای تعریف شفاف قطعه با مشکلاتی روبرو بوده است.
اخیرا موفقترین رویکرد،یعنی ابعادگذاری و تلرانسگذاری هندسی (GD&T) را به کار گرفته است.
بعد از 26 سال اصلاح، صنعت اکنون استانداردی دارد که تمام موقعیتها را به خوبی کنترل میکند.
استاندارد ASME Y14.5-2018 توسط انجمن مهندسان مکانیک آمریکا منتشر شده است.
در اولین نگاه، خواندن نقشه بر اساس استاندارد جدید ممکن است به ظاهر پیچیده باشد.
اما بعد از خواندن استاندارد ASME Y14.5-2018 یا گذراندن دوره ابعادگذاری و تلرانسگذاری هندسی (GD&T) ، با نگاه کردن به هر نقشه ای نمادها و تلرانس ها نظرات طراح را برای شما شفاف میکند.
نقشه های مهندسی
در سراسر دنیا نقشه های مهندسی به عنوان یک سند قانونی هستند.
بخشی از قرارداد بین دپارتمانها یا مشتریان و تامین کنندگان است.
مانند هر سند قانونی دیگر، باید یک معنی داشته باشد و بدون هیچ نقطه ضعفی باشد.
در یک بررسی :
“تخمین زده شده است که بالای 80% از نقشه های مهندسی تولید شده در جهان به نحوی ناقص هستند.”
تغییرات استاندارد ASME Y14.5-2018
اولین نکته ای که به چشم می آید افزایش صفحات استاندارد هست، که از 214 صفحه به 328 صفحه تغییر یافته است.
یکی از مهمترین تغییرات استاندارد ASME Y14.5-2018 تعداد مشخصه های هندسی است که 12 تا هست.
و حذف دو مشخصه ای که در استاندارد ASME Y14.5-2009 کاربرد کمی داشتند.
1- هم مرکزی (Concentricity)
2- تقارن (Symmetry)


از علائم جدید در استاندارد ASME Y14.5_2018 میتوان به علائم DYNAMIC PROFILE , FORM -TO اشاره کرد.


در مقاله بعدی سعی میکنیم اطلاعات بیشتری در مورد تغییرات استاندارد ASME Y14.5_2018 بیاوریم.
برای تهیه استاندارد ASME Y14.5_2018 و کتاب های زبان اصلی GD&T در تگرام به آیدی (09357731034) modir_jazb@ پیام دهید.

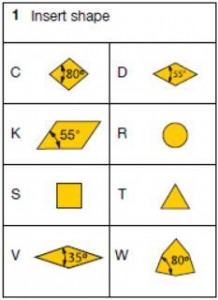
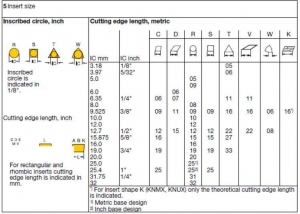
کلید کدهای استاندارد در اينسرت های تراش
کلید کدهای استاندارد در اینسرت های تراش در 13 پارامترمعرفی می شوند که در زیر به میلیمتر و اینچ آمده است.
(شرکت سندویک)ISO

1- فرم هندسی اینسرت از نظر زاویه
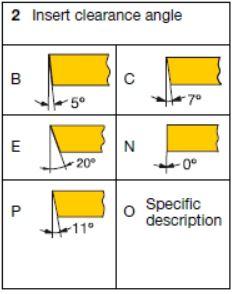
2- زاویه آزاد اینسرت (زاویه دیواره)
3- کلاس تلرانسی اینسرت (دقت ساخت ابزار)
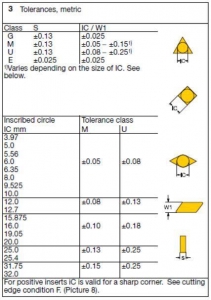
کلاس تلرانسی به اینچ
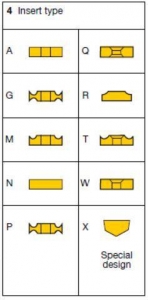
4- تیپ اینسرت از نظر وضعیت لبه های برشی و با سوراخ دار و یا بدون سوراخ بودن آن
(نمای برش خورده جانبی)
5- طول یال لبه برشی اینسرت
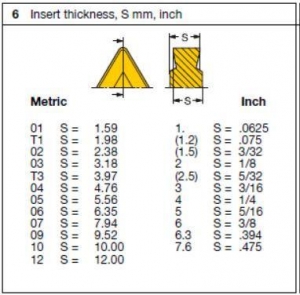
6- ضخامت اینسرت
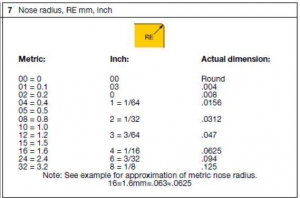
7- شعاع لبه برشی
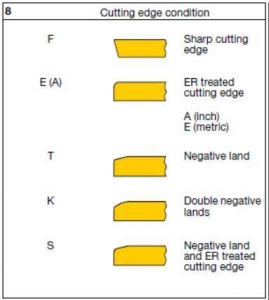
8- وضعیت لبه برشی(به صورت آپشن می آید)
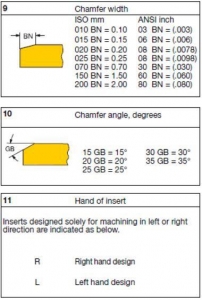
9- عرض یخ لبه برشی
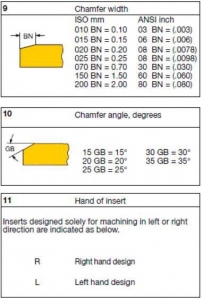
10- زاویه پخ لبه برشی(به صورت آپشن می آید)
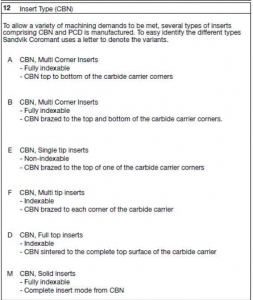
11- چپ یا راست بودن اینسرت (در صورت لزوم داده می شود)
12- تیپ اینسرت در بخش CBN که در صورت لزوم داده می شود.
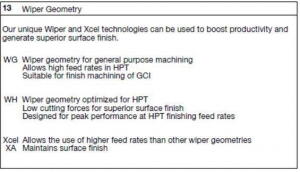
13- کد براده شکن و یا وایپر
گريد های فولاد
جهت انتخاب گريد مناسب ابزار می بايست شناخت دقيقی از جنس مواد خام قطعه ای
که قرار است ماشينکاری شود داشته باشيم.
از اين رو شناخت کدهای فولاد لازم و ضروری است درزير بخشی از کد های استاندارد
در فولادها در سيستم دين آورده شده
_ اگر عدد داده شده بعد از مميز 0 باشد فولاد از نوع سازه ای می باشد.
_ اگر عدد داده شده بعد از مميز 1 باشد فولاد از نوع ساده کربنی ميباشد.مثال
ck45 1.1191
_ اگر عدد داده شده بعد از مميز 2 باشد فولاد از نوع فولاد ابزار است . مثال
SPK (High Alloy Steel)1.2080
_ اگر عدد داده شده بعد از مميز 3 باشد فولاد از نوع فولادهای تند بر است. مثال
(High Alloy Steel) 1.3505 فولاد بلبرينگ
_ اگر بعد از مميز عدد 4 باشد فولاد از خانواده استينلس استيل ميباشد.
_ واگر بعد از مميز اعداد 4 تا 8 بيايد فولاد از گروه پر آلياژ ويا چدن می باشد.
_ فولادهايی که از آلياژهای پايه نيکل و تيتانيوم هستند عدد سمت چپ 2يا 3 می باشد
مثال: 2.4375 يا 3.712
بخشی از فولادهای معرفی شده در کاتالوگ های ابزار

گريد های ابزار
پس از شناخت کامل از جنس و گريد متريال نوبت به انتخاب گريد مناسب ابزار است.
شرکت های سازنده ابزار هريک گريد مخصوص خود را معرفی ميکنند ولی به صورت کلی
از يک استاندارد پيروی ميکنند که در زير به آن ميپردازيم.
دسته بندی گريدها در جدول زير معرفی ميشود.

_ گروه P با رنگ آبی فولادهای کربنی (خانواده فولادها)
_ گروه M ( با رنگ زرد خانواده )فولادهای ضد زنگ Stainless Steels
_ گروه K بارنگ قرمز خانواده چدن ها
_ گروه N بارنگ سبز فلزات رنگی مثل آلومينيوم و مس و برنج
_ گروه S با رنگ نارنجی يا قهوهای سوپرآلياژها و فولادهايی پايه نيکل يا تيتانيوم
_ گروه H با رنگ خاکستری فولادهای عمليات شده و سخت شده تا60 راکول
اين فولادها می توانند از خانواده گروه p-m-s باشند که سخت کاری شدند.
نکته:
انتخاب صحيح يکی از گروه های بالا متناسب با متريال ماشين کاری شده در انتخاب
گريد مناسب ابزار نقش حياتی دارد.
شناخت ما نسبت به مواد خام مورد استفاده، و ويژگی های آن
_ مقاومت مواد به سايش
_ مقاومت مواد به ضربه (چقرمگی)
_ مقاومت مواد به گرما
کمک شايانی به انتخاب نوع گريد از گروه های پايه فوق ميکند.
در ادامه به برسی قسمت application groups در جدول زير می پردازيم
در اين قسمت هر گروه از گريد ها با کدهايی تقسيم بندی شده به عنوان مثال:
گروه P از p01 تا p50عددگذاری شده که این محدوده نشانگر ویژگیهای گرید میباشد.
به این صورت که p01ضد سایش میباشدوجهت پرداخت کاری مورد استفاده قرار میگیرد و هرچه به سمت p50 برویم اینسرت مقاوم به ضربه و برایب عملیات خشن کاری مناسب میباشد.

عدد 1 با فلش روبه بالا به سمت ضد سايش و عدد 2 با فلش رو به پايين به سمت
ضد ضربه ميباشد.
ميانگين اين محدوده يعنی p30 جهت خشن کاری و پرداخت کاری medium مورد استفاده
قرار میگیرد. ولی در بهترین حالت بهتر است درخشن کاری ازمحدوده p40 تا p50 و برای پرداخت کاری از p25 تا p10 استفاده نمود.
انتخاب شماره گريد پس از مشخص شدن نوع آن

به عنوان نمونه در جدول بالا اينسرت ها با روکشcvd کدگذاری شده اند(سمت چپ)
برای مثال کد TP3000در گروه p در محدوده p25 تا p40 کار می کند یعنی بیشتربرای
خشن کاری انتخاب شود که با محدوده سفيد مشخص شده . و همين گريد در گروه M در محدوده
M20تا M35 کار می کند که بیشتر برای عملیات پرداخت و نیمه پرداخت مناسب است.و درادامه جدول این گرید در گروه های K.N.S.H عددگذاری نشده پشس مناسب کار در این گروه ها نیست.
نکته:
انتخاب گرید مناسب باعث طول عمر بالای ابزار می شود.
steel grades
براده شکن ها Chip breaker
براده شکن ها Chip breaker نقش مهمی را در عمليات براده برداری ايفا ميکنند
انتخاب صحيح يک براده شکن بسته به نوع عمليات خشن ويا پرداخت کاری دارد.
يک براده خوب (استاندارد) کمک قابل توجهی به دفع گرما وخروج براده از محل ماشين
کاری ميکند وطول عمر ابزار را به ميزان قابل توجهی بالا می برد.
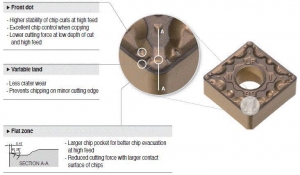
اين نکته را در نظر داشته باشيم که براده شکن ها در مقاومت اينسرت اثر گذاشته وهرچه
فرم لبه تيز تر شود آن لبه ضعيف تر شده و برای عمليات خشن کاری مناسب نيست.
بنابر اين لبه های ظعيف تر برای عمليات پرداخت کاری انتخاب ميشوند.
و گريد انتخابی بايد مقاومت لازم را در برابر عوامل مخرب داشته باشد .
_ ضربه پذيری و مقاومت به سايش: براده شکن ها با دفع سريع براده باعث کاهش گرما در منطقه برشی می شوند در غير اين
صورت افزايش گرما عامل اصلی سايش ابزار می شودو سايش ابزار باعث عوامل زير
می شود.
_ تغيير تلرانسها و صافی سطح
_ تغيير شکل براده
_ افزايش نيروهای برشی
_ کاهش عمر سريع ابزار
توضيع حرارت در منطقه برش ( در حالت ايده آل)
%70 در براده
%10 در مواد خام
%20 در لبه برشی ابزار
عمليات براده برداری باعث تغيير شکل پلاستيکی مواد وايجاد برشها صورت ميگيرد.
به عبارتی نيروهای برشی عامل فشردگی موادوکشش ودرنهايت برش لايه ها ميشود.
براده شکن ها معمولا در 3 گروه اصلی ( خشن و نيمه پرداخت و پرداخت) تعريف ميشوند.
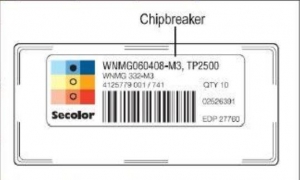
استاندارد های براده شکن ها Chipbreaker
شرکت های سازنده ابزار هر يک کدهای استاندارد خودرا جهت فرم براده شکن دارند.
و دراين زمينه استاندارد مشترکی وجود ندارد.
در زير کدهای براده شکن 2 شرکت سازنده ابزار آورده شده است.
اين کدها به صورت جدا گانه در ابزارهای تراش وفرز تعريف شده است.
شرکت Seco
روش علامت گذاری به اين صورت است که حروف نشات داده شده در شکل زير نشان
گر نوع براده شکن ميباشد.
براده شکن ابزار های فرز
F پرداخت کاری
Mنيمه پرداخت کاری
Rخشن کاری
RRسوپر خشن کاری
FFسوپر پرداخت کاری
FMپرداخت روبه نيمه پرداخت کاری
MFنيمه پرداخت روبه پرداخت کاری
براده شکن ابزارهای تراش
E پرداخت کاری easy
Mنيمه پرداخت کاری medium
Dخشن کاری difficult
DMخشن مايل به نيمه پرداخت کاری
MEنيمه پرداخت مايل به پرداخت کاری

شرکت Sandvik
شرکت سندويک يکی از پر تنوع ترين ابزارها از نظر معرفی chip breaker میباشد.
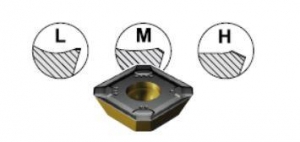
براده شکن های اينسرت های فرز سندويک
ابزارهای فرز در سه دسته کلی زير تعريف شده است:
light _ L ماشين کاری سبک (پرداخت کاری)
medium_ M ماشين کاری نيمه سنکين semi
Heavy_ H ماشين کاری سنگين (خشن کاری)
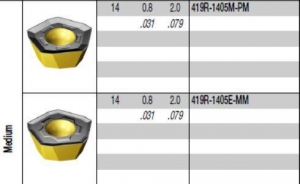
روش علامت گذاری به اين صورت است که حرف لاتين سمت چپ نشانگر گروه مواد
و حرف لاتين سمت راست نوع عمليات (بالا) را نمايش ميدهد.
مثال :
در شکل پایین PM گروه فولاد و عمليات نيمه سنگين ميباشد.و mm گروه استينلس و نيمه سنگين
ميباشد.
PH براده شکن گروه فولادها و عمليات خشن کاری
MHبراده شکن گروه استينلس و عمليات خشن کاری
KHبراده شکن گروه چدن ها و عمليات خشن کاری
SHبراده شکن گروه سوپر آلياژها و عمليات خشن کاری
PMبراده شکن گروه فولادها و عمليات نيمه سنگين
MMبراده شکن گروه استينلس و عمليات نيمه سنگين
KMبراده شکن گروه چدن ها و عمليات نيمه سنگين
SMبراده شکن گروه سوپر آلياژها وعمليات نيمه سنگين
PLبراده شکن گروه فولادها و عمليات پرداخت کاری
MLبراده شکن گروه استينلس و عمليات پرداخت کاری
KLبراده شکن گروه چدن ها و عمليات پرداخت کاری
SLبراده شکن گروه سوپر آلياژها وعمليات پرداخت کاری
HLبراده شکن گروه فولادهای عمليات شده تا 60 راکول جهت پرداخت کاری
در برخی موارد هم ممکن است برخی براده شکن ها به صورت زير تعريف شود
PM_Mبراده شکن نيمه سنگين در گروه مواد P و M
M_KHبراده شکن نيمه سنگين در گروه موادK و H
M_PH براده شکن نيمه سنگين در گروه موادP و H
M_MH براده شکن نيمه سنگين در گروه مواد M و H
معمولا براده شکن های گروه استينلس به دليل لبه های برشی تيزتر در گروه سوپرآلياژ
هم علامت گذاری شده است.
همان طور که ملاحظه ميشود از نوع کدگذاری براده شکن های شرکت سندويک ميتوان گريد
اينسرت را فهميد.
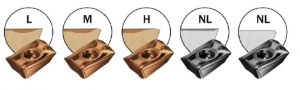
براده شکن های وايپر نيز به صورت زير کد گذاری شده است.
WLبراده شکن وايپر وماشين کاری سبک
WMبراده شکن وايپر وماشين کاری نيمه سنگين
WH براده شکن وايپر و ماسين کاری سنگين
نکته: برخی وايپرها ممکن است بخشی يا حتی تمامی گروههای مواد را شامل شوندکه به
صورت زير در جدول علامت گذاری ميشوند.(ordering code).
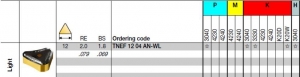
درزير تصاويری از برخی براده شکن ها ی اينسرت های فرزشرکت سندويک آمده است.

در تصوير بالا کد LN مخصوص ماشينکاری آلومينيوم و پرداخت کاری ميباشد.
در زير نحوه نمايش براده شکن ها و علامت گذاری گروه های مورد استفاده آن در
کاتالوگ آمده است.
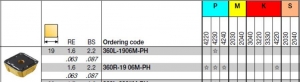
در قسمت ordering code کد استاندارد اينسرت آمده که دو حرف لاتين سمت راست
بيانگر نوع براده شکن آن ميباشد.ودر جدول سمت راست گروه مورد نظر علامت زده شده است.
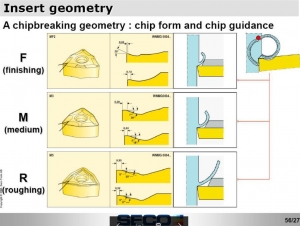
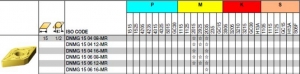
براده شکن های اينسرت های تراش سندويک
براده شکن های تراش به چهاردسته کلی زير تقسيم ميشوند:
F_جهت عمليات پرداخت کاری (finishing)
M_جهت عمليات نيمه پرداخت يا نيمه خشن (medium)
R_ جهت عمليات سنگين و خشن (roughing)
W_براده شکن وايپرها که معمولا ممکن است تمامی گروه های موادراشامل شوند
نحوه نمايش به اين صورت است که حرف لاتين سمت چپ نمايانگر گروه مواد و حرف
لاتين سمت راست نمايانگر نوع عمليات ماشينکاری ميباشد.
مثال :
کد MR در شکل زیر (دو حرف آخر کد اینسرت در قسمت iso code)نوع براده شکن اینسرت است که M گروه استینلس وR نوع عملیات خشن کاری میباشد.
PR شکن جهت عمليات خشن کاری در گروه فولاد
MRبراده شکن جهت عمليات خشن کاری در گروه استينلس
KRبراده شکن جهت عمليات خشن کاری در گروه چدن
SRبراده شکن جهت عمليات خشن کاری در گروه سوپر آلياژ
M و P براده شکن جهت عمليات خشن کاری معمولا در گروه
XRبراده شکن جهت عمليات خشن کاری تمامی گروهها (گريد های خاص)
WRبراده شکن وايپر جهت عمليات خشن کاری در تمامی گروهها
PMبراده شکن جهت عمليات نيمه خشن گروه فولاد
MMبراده شکن جهت عمليات نيمه خشن گروه استينلس
KMبراده شکن جهت عمليات نيمه خشن گروه چدن
SMبراده شکن جهت عمليات نيمه خشن گروه سوپر آلياژ
QMبراده شکن جهت عمليات نيمه خشن عمومی در تمام گروه ها
WMبراده شکن وايپر جهت عمليات نيمه خشن
PFبراده شکن جهت عمليات پرداخت در گروه فولاد
MFبراده شکن جهت عمليات پرداخت در گروه استينلس
KFبراده شکن جهت عمليات پرداخت در گروه چدن
UFبراده شکن جهت عمليات پرداخت تمامی گروه ها عمومی
XFبراده شکن جهت عمليات پرداخت تمامی گروه ها گريد های خاص
SFبراده شکن جهت عمليات پرداخت در گروه سوپر آلياژ
WFبراده شکن وايپر جهت عمليات پرداخت (معمولا گروه K را شامل میشود).
نکته :
براده شکن های گروه استينلس به دليل لبه های تيز در گروه سوپر آلياژ نيز
علامت زده ميشود.









دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد 🙂