ASME Y14.5_2018 Dimensioning and Tolerancing

ویرایش جدید استاندارد ASME Y14.5 بعد از 9 سال منتشر شد و تغییرات زیادی هم نسبت به استاندارد ASME Y14.5_2009 دارد.
در این مقاله برجسته ترین تغییراتی که در نگاه اول دیده شده بیان شده است.
بیشتر کتابها و دوره ها در مورد GD&T، قوانین، اصطلاحها و تعاریف استاندارد ASME ، ابعادگذاری و تلرانسگذاری هندسی را به شما آموزش می دهند.
وقتی شما متن استاندارد ASME Y14.5-2018 را مطالعه میکنید و دوره ها را میگذرانید، احتمال دارد که هنوز ندانید با GD&T چه باید کرد.
اگر استاندارد ASME Y14.5-2018 را دقیق خوانده باشید، تازه متوجه میشوید که علائم،قوانین و تلرانسهای گوناگون وجود دارد.
به عبارت دیگر، برخی از تلرانسها، تلرانسهای دیگر را کنترل میکنند. برای مثال، تلرانسهای مکانی، راستای ویژگی را کنترل میکنند.
درک این روابط به شما در درک و استفاده بهتر از GD&T کمک میکند.
استاندارد 2018-ASME Y14.5 و کیفیت
در دویست سال اخیر، صنعت برای تعریف شفاف قطعه با مشکلاتی روبرو بوده است.
اخیرا موفقترین رویکرد،یعنی ابعادگذاری و تلرانسگذاری هندسی (GD&T) را به کار گرفته است.
بعد از 26 سال اصلاح، صنعت اکنون استانداردی دارد که تمام موقعیتها را به خوبی کنترل میکند.
استاندارد ASME Y14.5-2018 توسط انجمن مهندسان مکانیک آمریکا منتشر شده است.
در اولین نگاه، خواندن نقشه بر اساس استاندارد جدید ممکن است به ظاهر پیچیده باشد.
اما بعد از خواندن استاندارد ASME Y14.5-2018 یا گذراندن دوره ابعادگذاری و تلرانسگذاری هندسی (GD&T) ، با نگاه کردن به هر نقشه ای نمادها و تلرانس ها نظرات طراح را برای شما شفاف میکند.
نقشه های مهندسی
در سراسر دنیا نقشه های مهندسی به عنوان یک سند قانونی هستند.
بخشی از قرارداد بین دپارتمانها یا مشتریان و تامین کنندگان است.
مانند هر سند قانونی دیگر، باید یک معنی داشته باشد و بدون هیچ نقطه ضعفی باشد.
در یک بررسی :
“تخمین زده شده است که بالای 80% از نقشه های مهندسی تولید شده در جهان به نحوی ناقص هستند.”
تغییرات استاندارد ASME Y14.5-2018
اولین نکته ای که به چشم می آید افزایش صفحات استاندارد هست، که از 214 صفحه به 328 صفحه تغییر یافته است.
یکی از مهمترین تغییرات استاندارد ASME Y14.5-2018 تعداد مشخصه های هندسی است که 12 تا هست.
و حذف دو مشخصه ای که در استاندارد ASME Y14.5-2009 کاربرد کمی داشتند.
1- هم مرکزی (Concentricity)
2- تقارن (Symmetry)


از علائم جدید در استاندارد ASME Y14.5_2018 میتوان به علائم DYNAMIC PROFILE , FORM -TO اشاره کرد.


در مقاله بعدی سعی میکنیم اطلاعات بیشتری در مورد تغییرات استاندارد ASME Y14.5_2018 بیاوریم.
برای تهیه استاندارد ASME Y14.5_2018 و کتاب های زبان اصلی GD&T در تگرام به آیدی (09357731034) modir_jazb@ پیام دهید.
پوشش ها Coating
پوشش CVD
با روش بخار شيميايی وبا ضخامت 5 ميکرون تا 0.2 ميباشد اين پوشش با گرمای حدود
1000 درجه ايجاد شده ولايه های کوتينگ چسبندگی بالا دارند ولبه های برشی گرد شده و
مناسب نميباشد. ( انواع استيل- تيتانيوم و اينکونل S _ M _ N برای گروه مواد
بالاتر است و نکته مهم ديگر اين است که pvd وآلومينيوم). سرعت برشی نسبت به
با توجه به تنش بالای حرارتی هنگام پوشش دهی و برای جلو گيری از شوک حاصل از
تنشهای حرارتی هنگام ماشينکاری با آب صابون يا بدون آن استفاده شود.
پوشش PVD
با روش بخار فيزيکی با دمای حدود 400 درجه و ضخامت حدود 3 ميکرون تا 0.1 ميلی
متروبا لبه های تيز ايجاد ميشود اين نوع اينسرت ها برای ماشين کاری چدن و فولاد
مناسب نيست و بيشتر برای ماشين کاری استيل ها و تيتانيوم واينکونل و آلومينيوم و
مس و همچنين در عمليات پرداخت کاری مناسب است. همچنين برای ماشينکاری گروه
H انتخاب اول ميباشد. در اين نوع پوشش ماشينکاری با عمق و فيد کم انتخاب ميشود.
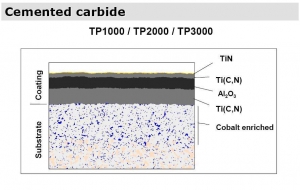
جنس روکش ها در اين دو کوتينگ عبارت است از:
Al2o3 اکسيد آلومينيوم ( رنگ مشکی)
Titanium Nitride (رنگ زرد)
Chromium Nitride
Zirconium nitride
Titanium Aluminum nitride
تشکيل شده ولی به طور کلی اينکه از چه ترکيبی استفاده شده ويا کدام بهتر است جزء
رموزشرکت سازنده می باشد.

پوشش اکثر ابزار های فرز انگشتی کاربايدی و مته های کاربايدی ويا قلاويزهای کاربايد
نيز با روش های بالا توليد ميشود.
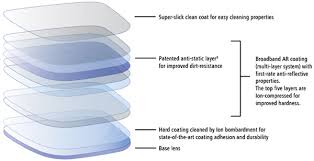
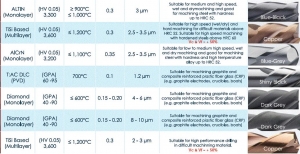
در زير نمونه ای از انواع کوتينگ روی ابزارهای فرز . رنگ آنها و نوع عمليات ماشين
کاری مناسب آن را نشان ميدهد.
در مثال زير اينسرت های پوشش دار و بدون پوشش يکی از شرکت های سازنده ابزارآمده است.
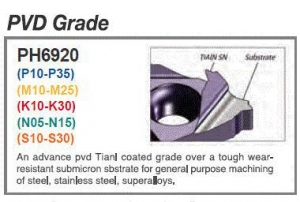
PVD پوشش
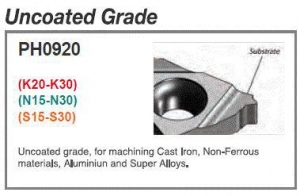
بدون پوشش

کاربایدها (carbides)
اصولا « كاربايد carbide» اصطلاحي است كه به تركيب شيميايي فلز و كربن اطلاق مي شود.
كاربايدها (carbides) به سه گروه تقسيم مي شوند:
-1 سمانته 2- ريزدانه 3- پوششي
كاربايدهاي سمانتهبه دو گروه عمده تقسيم مي شوند:
– گروه تنگستن كاربايد خالص
– گروه تنگستن كاربايد آلياژي كه حاوي كاربايد تيتانيم يا كاربايد تنتاليم مي باشد.
ابزارهاي كاربايدیcarbides
مي توان به سه گروه ديگر تقسيم كرد:
–الماسه هاي يكپارچه و سخت كه از قطعات كربني ساخته مي شود
–الماسه هاي لحيمي كه از اتصال الماسه به يك ميلة فولادي به صورت لحيمي ساخته
مي شود
–الماسه نصبي كه در بين صنعتگران به الماسه يا اينسرت مشهور است و متداول ترين
ابزار مورد استفاده هاست كه در نگهدارنده هاي فولادي نصب مي شوند.
مزاياي كاربايدها (carbides)را مي توان در موارد زير نام برد:
– مقاومت بيشتر در برش مواد و آلياژهاي سخت؛
– مقاومت در دماهاي بالاتر؛
– الماسه هاي يكپارچه قادر به جذب ارتعاشات كار هستند و صداي ايجاد شده از برخورد
ابزار با قطعه كار بسيار كم است؛
– الماسه هاي نصبي به راحتي و بدون نياز به نگهدارنده هاي فولادي جديد تعويض ميشوند.
معايب كاربايدها را نيز مي توان در موارد زير نام برد:
– قيمت بالا نسبت به فولادهاي تندبر؛
– شكنندگي بيشتر نسبت به فولادهاي تندبر
در ضمن الماسه هاي نصبي كه كاربرد فراواني درCNC ها دارند، با مواد خاصي پوشش
داده مي شوند تا عمر مفيد آنها افزايش يابد. اين پوشش، عمر ابزار را براي عمليات
متعارف و معمول تراشكاري و فرزكاري تا 20 برابر افزايش مي دهد.
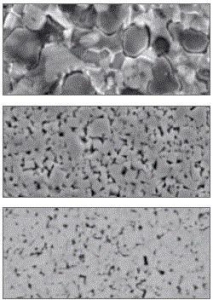
يکی از عوامل مهم ديگر در ساخت ابزارهای کاربايدی (carbides)نوع دانه بندی آن (مش بندی)آن
ميباشد.
به طوری که هرچه دانه بندی درشت تر باشد ابزار چقرمه تر و برای خشن کاری مناسب است و
هرچه دانه بندی ريز تر باشد ابزار مقاوم به سايش و مناسب برای عمليات پرداخت کاری ميباشد.
در برخی موارد از کاربايد خالص ودر اکثر مواقع از کاربايد ناخالص كه حاوي كاربايد تيتانيم
يا كاربايد تنتاليم مي باشد استفاده ميشود

هر چه ابزار در برابر ضربه مقاوم باشد در برابر سايش مقاوم نيست و بلعکس
Hardnees سختی
Toughness چقرمگی (مقاوم به ضربه)
Wear Resistance مقاومت به سایش
Thermal shock شوک حرارتی
Chemical resistance مقاومت شیمیایی
Heat resistance مقاومت گرمایی
روش تهيه ابزار های کاربايدی:
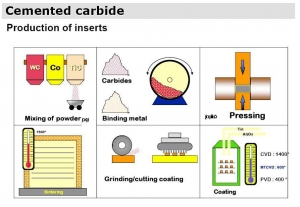
1. مخلوط کردن مواد تشکيل دهنده
2. مخلوط با آلياژهای فولاد
3. فشرده سازی در قالب
4. پخت در کوره هايی با دمای حدود 1500 درجه
5. سنگ زنی و سايز کردن
6. دادن پوشش مورد نظر
نکته :
ممکن است لايه های متعددی جهت ايجاد يک گريد مخصوص مطابق شکل زير به
اينسرت داده شود .
بعضی اينسرت ها بدون کوتينگ توليد ميشود که معمولا جهت ماشين کاری آلومينيوم
مس و تيتانيوم و درکل موادی که لبه انباشته ايجاد ميکند استفاده ميشود گاهی لبه های
برشی پوليش ميشود زيرا ريسک جوش سرد (لبه انباشته) در سطح سيقلی بسيار پايين تر
است.
نکته:
نکته :
در ماشين کاری آلومينيوم از ابزارهای بدون پوشش ويا ابزار هايی با پوشش
مخصوص (رنگ های روشن وبراق) ولبه های تيز استفاده شود و جهت جلو گيری از لبه
انباشته می توان از فيد بالا استفاده کرد و در فرز کاری از ابزارهای Hssبهره برد.










دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد 🙂