ASME Y14.5_2018 Dimensioning and Tolerancing

ویرایش جدید استاندارد ASME Y14.5 بعد از 9 سال منتشر شد و تغییرات زیادی هم نسبت به استاندارد ASME Y14.5_2009 دارد.
در این مقاله برجسته ترین تغییراتی که در نگاه اول دیده شده بیان شده است.
بیشتر کتابها و دوره ها در مورد GD&T، قوانین، اصطلاحها و تعاریف استاندارد ASME ، ابعادگذاری و تلرانسگذاری هندسی را به شما آموزش می دهند.
وقتی شما متن استاندارد ASME Y14.5-2018 را مطالعه میکنید و دوره ها را میگذرانید، احتمال دارد که هنوز ندانید با GD&T چه باید کرد.
اگر استاندارد ASME Y14.5-2018 را دقیق خوانده باشید، تازه متوجه میشوید که علائم،قوانین و تلرانسهای گوناگون وجود دارد.
به عبارت دیگر، برخی از تلرانسها، تلرانسهای دیگر را کنترل میکنند. برای مثال، تلرانسهای مکانی، راستای ویژگی را کنترل میکنند.
درک این روابط به شما در درک و استفاده بهتر از GD&T کمک میکند.
استاندارد 2018-ASME Y14.5 و کیفیت
در دویست سال اخیر، صنعت برای تعریف شفاف قطعه با مشکلاتی روبرو بوده است.
اخیرا موفقترین رویکرد،یعنی ابعادگذاری و تلرانسگذاری هندسی (GD&T) را به کار گرفته است.
بعد از 26 سال اصلاح، صنعت اکنون استانداردی دارد که تمام موقعیتها را به خوبی کنترل میکند.
استاندارد ASME Y14.5-2018 توسط انجمن مهندسان مکانیک آمریکا منتشر شده است.
در اولین نگاه، خواندن نقشه بر اساس استاندارد جدید ممکن است به ظاهر پیچیده باشد.
اما بعد از خواندن استاندارد ASME Y14.5-2018 یا گذراندن دوره ابعادگذاری و تلرانسگذاری هندسی (GD&T) ، با نگاه کردن به هر نقشه ای نمادها و تلرانس ها نظرات طراح را برای شما شفاف میکند.
نقشه های مهندسی
در سراسر دنیا نقشه های مهندسی به عنوان یک سند قانونی هستند.
بخشی از قرارداد بین دپارتمانها یا مشتریان و تامین کنندگان است.
مانند هر سند قانونی دیگر، باید یک معنی داشته باشد و بدون هیچ نقطه ضعفی باشد.
در یک بررسی :
“تخمین زده شده است که بالای 80% از نقشه های مهندسی تولید شده در جهان به نحوی ناقص هستند.”
تغییرات استاندارد ASME Y14.5-2018
اولین نکته ای که به چشم می آید افزایش صفحات استاندارد هست، که از 214 صفحه به 328 صفحه تغییر یافته است.
یکی از مهمترین تغییرات استاندارد ASME Y14.5-2018 تعداد مشخصه های هندسی است که 12 تا هست.
و حذف دو مشخصه ای که در استاندارد ASME Y14.5-2009 کاربرد کمی داشتند.
1- هم مرکزی (Concentricity)
2- تقارن (Symmetry)


از علائم جدید در استاندارد ASME Y14.5_2018 میتوان به علائم DYNAMIC PROFILE , FORM -TO اشاره کرد.


در مقاله بعدی سعی میکنیم اطلاعات بیشتری در مورد تغییرات استاندارد ASME Y14.5_2018 بیاوریم.
برای تهیه استاندارد ASME Y14.5_2018 و کتاب های زبان اصلی GD&T در تگرام به آیدی (09357731034) modir_jazb@ پیام دهید.

اسپيندل و فيد حرکتی | محاسبه سرعت در ابزارهای فرز
Vc سرعت برشی
Ap عمق برش در هر مرحله
Ae مقدار استپ آور يا حرکت رو به جلو در هربرش
Fz مقدار پيشروی هر دندانه
n عده دوران اسپيندل
Vf پيشروی
Zn تعداد لبه های برشی
محاسبه از طريق فرمول زير:
محاسبه اسپيندل در ابزارهای بال وفرمول محاسبه قطر مفيد

محاسبه سرعت اسپيندل در تراش (D قطر قطعه)

نکته:
در تراش cnc می بايست سرعت برشی را به ماشين داد تا دور اسپيندل توسط خود ماشين در هر قطر محاسبه گردد. اين امر سرعت برشی را در طول پروسه ماشين کاری ثابت نگه می دارد(فعال سازی کد G96 )
جهت به دست آوردن صافی سطح در تراش نيز می توان از جدول زير استفاده نمود.

سراميكها و سرمتها
ابزارهاي سراميكي بيشترين تكامل را در چند سال اخير داشته اند و هر چند بسيار گران هستند؛ اما از ابزارهاي الماسه اي ارزانترند. سراميكها بسيار سبك و شكننده اند.
سراميكها در سرعتهاي برشی، سه الي چهار برابر ابزارهاي كاربايدي هستند. صافي سطح حاصل از ماشين كاري با اين ابزارها بسيار خوب است و استفاده از سيال خنك كننده(Coolant) در براده برداري اين ابزارها توصيه نميشود.
مزاياي سراميكها عبارتند از:
الف) ارزانتر از الماسه هاي كربني هستند؛
ب) مواد بسيار سخت را در زمان كوتاهي مي برند و مقاومت گرمايي بالايي دارند.
همچنين معايب سراميكها عبارتند از:
الف) بسيار شكننده تر از كاربايدها هستند؛
ب) فقط براي برشهاي سرعت بالا مفيد هستند و در صورتي كه در دورهاي پايين كاركنند، مي شكنند؛
ج) بسياري از دستگاه ها، سرعت چرخشي مناسبي براي استفاده از ابزارهاي سراميكي ندارند.
سرمتها كه تركيب خاصي از سراميكها و فلزات هستند، براي كاهش تردي و شكنندگي سراميكها و بهبود آنها ابداع شده اند.
فلزاتي نظير آهن، كروم، تيتانيوم و نيكل از ممزوج شدن با سراميكها ابزارهاي<<سرامیک فلز>>یا همان <<سرمت>>را به وجود می آورند.
از بارزترين خصوصيات سرمتها و سراميكها حفظ سختي در درجه حرارتهاي خيلي بالا و مقاومت بالا در مقابل سايش؛ ولي مقاومت كم در مقابل خمش و شوكهاي مكانيكي و بارهاي ضربه اي و ارتعاش است و لذا با وجود اين محدوديتها بايد از ماشين ابزارهاي صلب و كاملاً مستحكم كه بدون لرزش مي باشند، استفاده كرد.

در بالا نمونه ای از ابزارهای سراميک مشاهده ميشود . اين اينسرت ها، هم جهت ماشينکاری تراش وفرز ساخته ميشود .
فرزهای انگشتی هم، از جنس سراميک موجود است که تنها سازنده آن شرکت کنمتال ميباشد.
نکاتی راجع به ماشين کاری سراميک ها

نيتريد بور مكعبي(CBN (Cubic Born Nitride
CBN با نام تجاري بورازون سخت ترين مادة شناخته شده پس از الماس است. ازمهمترين امتيازات آن، مقاومت حرارتي بيشتر از الماس و خنثي بودن آن از نظرشيميايي است.استفاده از CBN به عنوان ابزاربراده برداري براي خشن كاري وپرداخت فولادهاي كربني و آلياژي، ابزار سخت كاري شده و چدن هاي سخت و به ويژه سوپرآلياژها با پايه نيكل و كبالت و قطعات ساخته شده به روش متالوژي پودر،
پلاستيك ها و گرافيت توصيه مي شود.
ماشين کاری با اين ابزار بدون مايع خنک کاری صورت ميگيرد زيرا گرما عامل اصلیبراده برداری در اين ابزارهاست.
در سوپر آلياژها جهت پرداخت کاری 10 CBN و 170 CBN100 _ CBN
با عمق برش کمتر از0.3 ودر خشن کاری ازCBN200 و CBN300
با عمق برش 0.3 به بالا استفاده می شود.
به دليل سختی و نقطه ذوب بالا CBNميتواند فشارهای بالای ماشين کاری راتحمل کند.و تا مدت زيادی لبه برشی خود را حفظ کند وکيفيت سطح را ثابت نگاه دارد.به عنوان مثال در اينکونل 718 با گريد 10 ميتوان سرعت برشی حدود 400 داشت.
ولی اين مقدار در کاربايد حدود 50 ميباشد.

آرايش لبه برشی اين ابزارها از هونينگ مخصوص ميباشد و به دليل گران بودن آن به صورت تکه ای به بدنه اينسرت جوش بريز شده است. در ماشين کاری مواد با سختی در حدود 55 تا 68 راکول سرعت برشی درحدود 300 تا 500 در زوايای مثبت، و در زوايای منفی درحدود 500 تا 800 استفاده شود.

الماس (Diamond) | اسپيندل
الماس، سخت ترين ماده شناخته شده در جهان و سختي متوسط آن 5 برابر كاربايدهاي سمانتر است. سختي بسيار بالا، مقاومت به سايش عالي، قابليت هدايت حرارتي خوب، استحكام فشاري بسيار بالا و انبساط حرارتي ناچيز، باعث شباهت ابعادي بي نظير آن در
براده برداري و تضمين كنندة حصول اندازه هاي يكنواخت و دقيق در قطعه كار و صافي سطح بالا مي باشد.
همچنين به دليل خنثي بودن الماس از نظر شيميايي و پايين بودن ضريب اصطكاك آن در تماس با اكثر مواد در هنگام براده برداري پديدة جوش خوردن براده هاي قطعه كار به لبة ابزار به وقوع نپيوسته و همين مسأله باعث حصول صافي سطح خوب در ماشين كاري
فلزات غير آهني و حتي غير فلزات مي شود.
ابزارهاي الماس، به هنگام براده برداري از فولادهاي نرم و كم كربن، به سرعت سائيده مي شوند؛ در صورتي كه سرعت سايش آنها در ماشينكاري فولادهاي آلياژي پركربن كمتر است و گاهي اوقات در ماشين كاري چدن (با درصد كربن بالا) طول عمر زيادي از خود نشان مي دهند. ولي با اين وجود به طور كلي ماشين كاري آلياژهاي آهني و چدن توسط ابزارهاي الماس توصيه نمي شود.
پوشش های Duratomic



علت آسيبهای وارده به لبه های برشی قبل از عمر مفيد ابزار
در اين بخش دليل عمده و معمول در tool life پایین تر ابزار برشی ميشود.
Flank wear
فرسايش لبه برشی در اثر تداوم برخورد با سطوح سخت و ناخالص قطعه کار

راه حل: (گريد مقاوم به سايش انتخاب شود)
plastic deformation
تغيير شکل پلاستيک بعلت حرارت زياد در سرعت های بالا
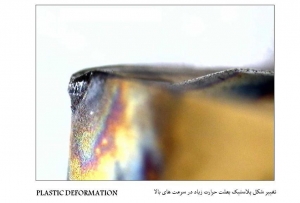
راه حل: (سرعت برشی کم شود)
crater wear
حرارت ناشی از جريان براده برروی سطح لبه برشی که پيوندهای بين کبالت و تنگستن ضعيف شده و کبالت از ساختار اينسرت همراه با براده جدا ميشود.

راه حل: (کاهش سرعت برشی وانتخاب گريد مناسب)
notching
شکاف ناشی از فشار زياد نيروی برشی با اعمال پيشروی و سرعت برشی بالا
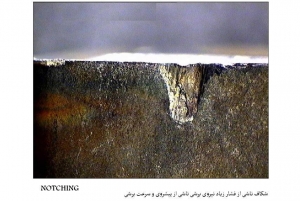
راه حل: (سرعت برشی و فيد کم شود)
Built_Upedge
لبه انباشته ناشی از سرعت برشی پايين وفيد پايين است. که بيشتر در آلومينيوم و مس و مواد چقرمه مثل استينلس و سوپر آلياژ ايجاد ميشود.

راه حل: (سرعت برشی و فيد افزايش پيدا کند)
Comb crackes
لبه هايترک خورده به همراه داغی اين به دليل شوک های حرارتی ونامناسب بودن مايع خنک کاری و يا قطع ووصل شدن آن ايجاد ميشود.

راه حل: (ايجاد جريان پرفشار ودائمی مواد خنک کاری ويا ماشين کاری بدون آب صابون )
micro chipping
ريزش های بسيار کوچک کوتينگ در لبه برشی که به دليل داشتن ارتعاش قطعه يا ابزار ايجاد می شود.
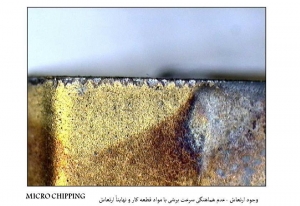
راه حل: (کاهش فيد و انتخاب گريد ضد ضربه)
Chip hammering
کوبيدگی لبه برشی در اثر برخورد با پوسته سخت قطعه
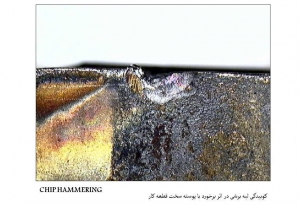
راه حل: (انتخاب گريد نوع سايش و کاهش سرعت برشی)
همان طور که در بالا مشاهده شد انتخاب نامناسب گريد ابزار و عدم رعايت اطلاعات برشی، علت اصلی خسارات ناشی از عمر کم ابزار می باشد.
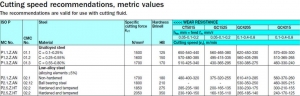
جهت دست يابی به اطلاعات برشی ابزار انتخابی، معمولا کاتالوگ های ابزار درصفحه انتخابی نوع ابزار و گريد در پايين همان صفحه (مطابق شکل) شماره صفحه اطلاعات برشی مربوط را در اختيار می گذارند.
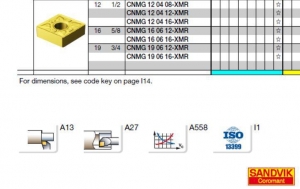
ابتدا گريد مورد نظر را پيدا کرده و سپس اطلاعات feed و VC آن را برمیداریم

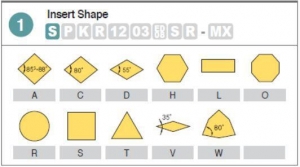
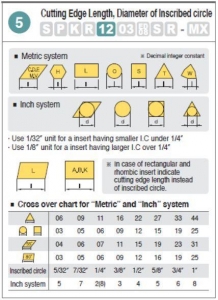
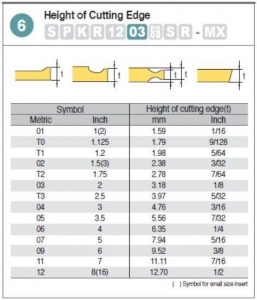
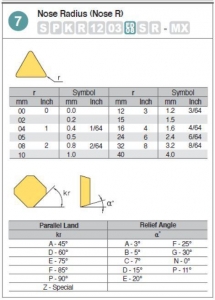
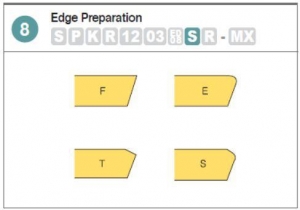
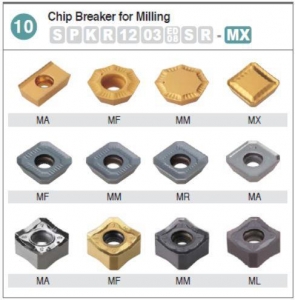
کليد کد های استاندارد در اينسرت های فرز
کليد کد های استاندارد در اينسرت های فرز
در 10 پارامتر معرفی می شوند که در زير به ميليمتر آمده است (شرکت کرولوی IsO)
1. فرم هندسی اينسرت
ازنظر زاويه تشکيل دهنده
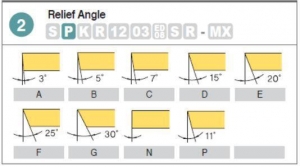
2. زاويه ديواره لبه
برشی
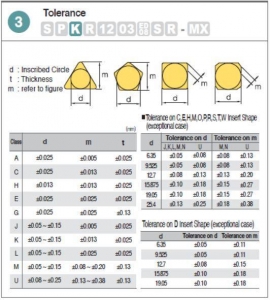
3. کلاس تلرانسی
(ساختی)اينسرت
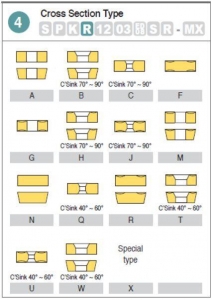
4. تيپ اينسرت از نظر وضعيت
لبه های برشی
ويا سوراخ دار ويا بدون سوراخ
بودن آن
5. طول يال لبه برش
6. ضخامت اينسرت
7. شعاع لبه برشی
8. وضعيت لبه برنده
9. جهت برشی ابزار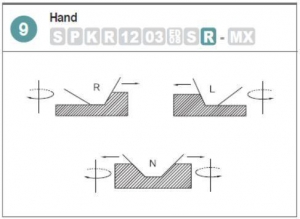
10. کد براده شکن يا وايپر









دیدگاهتان را بنویسید
می خواهید در گفت و گو شرکت کنید؟خیالتان راحت باشد 🙂